| Issue |
JNWPU
Volume 42, Number 5, October 2024
|
|
|---|---|---|
| Page(s) | 801 - 808 | |
| DOI | https://doi.org/10.1051/jnwpu/20244250801 | |
| Published online | 06 December 2024 | |
An adaptive processing model for large superalloy pipeline components
高温合金大型管件自适应加工工艺模型研究
School of Mechanical Engineering, Northwestern Polytechnical University, Xi’an 710072, China
Received:
4
September
2023
Abstract
Many large pipeline components in an aerospace engine are made of superalloy. Precision machining of superalloy curved surface components is an important way to achieve the weight reduction of the aerospace engine’s gas pipeline system. However, this type of components often uses the hot forging technique to process blanks, and the components processed with the technique have large deformation and difficulties in cutting, which jointly exacerbate the complexity of mechanical processing. Domestic and foreign scholars have conducted fruitful theoretical and experimental study of adaptive machining theory, curved surface path planning algorithms and model reconstruction methods. At present, the theoretical analysis methods for deformation analysis and error compensation in the adaptive machining of high-temperature alloys are not clear; The precise physical model reconstruction technology is not yet mature and engineering applications are not yet popularized. Therefore, this article proposes a precise registration algorithm for the mechanical processing of superalloy pipeline blanks after forging and forming based on inner curved surface. Combined with digital measurement techniques of curved surfaces, it achieves the adaptive processing model reconstruction of large pipeline components. The technical feasibility is verified through curved surface model reconstruction and adaptive processing experiments.
摘要
航天发动机中许多大型管路构件由高温合金制成, 对高温合金曲面构件进行精密机械加工是实现航天发动机燃气管路系统减质的重要途径。然而, 这类零件常采用热锻工艺加工毛坯, 该工艺加工后的构件具有变形大、难切削的特点, 二者共同作用加剧了机械加工的复杂度。国内外学者在自适应加工理论、曲面路径规划算法、模型重构方法等方面开展了理论与试验研究, 取得了诸多成果。目前, 对于高温合金自适应加工变形分析与误差补偿理论解析方法尚不明确, 精确物理模型重构技术尚不成熟, 工程应用尚未普及。为此, 针对锻压成形后的高温合金管件毛坯机械加工领域, 提出一种基于模型设计基准的快速配准方法和基于内曲面的精确配准算法、结合曲面数字化测量技术, 完成大型管路构件自适应加工工艺模型重构, 并通过加工试验验证技术可行性。
Key words: adaptive machining / model reconstruction / model registration / model registration
关键字 : 自适应加工 / 有限元分析 / 模型重构 / 模型配准
© 2024 Journal of Northwestern Polytechnical University. All rights reserved.
 This is an Open Access article distributed under the terms of the Creative Commons Attribution License (https://creativecommons.org/licenses/by/4.0), which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
This is an Open Access article distributed under the terms of the Creative Commons Attribution License (https://creativecommons.org/licenses/by/4.0), which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
近年来, 航空航天装备朝大型化、复杂化、智能化趋势发展, 例如我国最新亮相的500吨级推力航天发动机, 融入高压强总体设计、超大尺寸喷管等[1–2]。高温合金管路是上述设计与结构的重要组成部分[3], 其毛坯由板料锻造而成, 呈现变曲率、变壁厚、易变形、难加工等特点[4], 较难一次加工成型。大量复合制造工艺被应用到现役或在研的航天发动机复杂构件中[5], 即保留部分锻造余量, 通过后续二次加工以保证其尺寸精度。研究表明, 高温合金材料去除率增加的同时残余应力也会增大[6], 通常采用X射线衍射法对残余应力进行无损检测[7]。由于热锻成型后会使毛坯产生厚度、扭转、位置、曲率等工艺变形[8], 同时缺少精确定位基准, 二者共同作用造成毛坯几何形状和空间相对位置不确定[9]。
曲面构件的模型重构目前大多采用非接触式测量技术获取模型数据, 本文基于国内该领域的研究, 提出一种模型重构与精确配准的自适应加工方法, 实现燃气弯管精密加工。其实现方式为通过空间曲面数字化测量技术获取半管毛坯的实际模型, 并对该模型进行加工变形分析和误差补偿等技术研究, 进而完成加工工艺模型的构建。自适应加工技术涵盖了数字化测量、零件定位、模型重构、刀位轨迹自动生成等多项关键技术[10], 能够依据当前零件的变形、不均匀余量、装夹不精确等及时做出调整, 以适应当前零件的状态, 完成其特定加工。
在数字化测量理论研究方面, 国内外学者在测量、模型重构、修正及配准算法等多项关键技术领域进行了研究[11]。陈斌等[12]针对局部结构相似及翻滚遮挡下目标动态特性辨识问题, 提出一种融合疏密度指标的空间目标点云配准方法。文献[13]提出基于曲率的采样点规划方法。Li等[14]根据曲面的质心模型提出了在曲面参数域上依靠曲面曲率测度的采样点网格布局方法。吴斌等[15]设计开发了一个测量系统, 通过运用2个一维旋转台和1个激光测距仪获得被测对象表面坐标数据。西北工业大学张定华教授团队[16–18]对精锻叶片自适应加工进行了系统研究, 在模型配准、进排气边几何建模等关键技术方面进行了研究及工程应用。李晖晖等[19]针对参考图像和待配准图像对之间存在的仿射变换问题, 提出了一种灵活通用的、基于SIFT特征和角度相对距离的图像配准算法。北航陈志同教授团队[20]针对航空发动机叶片提出了基于设计特征参数的模型重构技术。南航的徐九华教授团队[21]在钛合金空心风扇叶片测量、模型配准、系统开发等方面进行了研究, 实现了前后缘自适应数控加工。
可以看出, 目前自适应加工中数字化测量理论和配准算法的研究成果主要应用于航空发动机叶片领域, 针对航天发动机中大型高温合金曲面构件的配准研究涉及较少。因此, 本文结合半管结构特性及工艺要求提出高温合金弯管复杂空间曲面测量和模型配准方法。采用ATOS光学扫描设备在获取半管数字模型的基础上提出了基于设计基准的快速配准和结合弯管结构特征的精确配准策略。通过分析高温合金管路构件理论模型结构特征与制造工艺难点, 提出基于模型设计基准的快速配准方法和基于内曲面的精确配准算法, 规划了半管工艺几何模型重构与半管自适应加工方案。通过对高温合金管路构件进行试制加工与在机测量, 验证了文中相关技术的合理性及可行性。
1 数字化测量技术
1.1 燃气弯管特性分析
高温合金弯管包括外半管和内半管两部分, 如图 1b)所示, 每部分结构特征包括大端、小端、两侧焊接坡口、管身, 半管毛坯大端直径400 mm, 小端直径226 mm, 高温合金弯管采用分体锻造, 对合焊接的方式完成制造, 是因为成型后的半管在应力释放过程中会产生一定形变, 造成焊接面无法精准对合, 现有锻造工艺无法满足半管壁厚的精度要求, 故需要在半管毛坯划分精确成型区域, 内半管三维模型如图 1所示, 材料特性如表 1所示。
高温合金燃气外半管和内半管均为空间变壁厚结构, 加工减质区域位于其外表面和焊接坡口。本文研究对象曲面扭转角度接近180°, 这一结构缺少可以作为准确测量基准的结构特征, 也难以多次测量。
图 1中内半管精确成型区域包括焊接坡口和加工区域, 分别加工后的内外半管焊接后组成燃气弯管整体, 如果按照理论模型进行机械加工极易产生加工减质区域壁厚与焊接坡口位置超差, 直接影响燃气弯管对合焊接精度与可靠性。
如图 2所示, 以内半管为例, 使用ANSYS Steady-State Thermal模块联合Static Structural对毛坯在锻压后的应力分布状态进行有限元仿真, 设置材料参数如表 1所示, 在Steady-State Thermal模块中设置模锻成型后毛坯温度1 453.15 K, 环境温度295.15 K, 在Static Structural模块进行有限元网格划分并加载温度参数后将约束设置为大端无摩擦支撑以模仿毛坯锻件在无约束环境下自由冷却过程, 发现锻压成型后随着毛坯温度逐渐降低, 毛坯内部应力逐渐增大。
根据图 2应力分布图可以看出在小端和焊接坡口表面处有较为集中的拉应力, 即毛坯在冷却过程中有回弹张开趋势。根据对毛坯等效应变的模拟, 发现毛坯大端和小端均有一定的应变, 且这一变形由于毛坯冷却速度不同会有一定程度的波动, 无法精准预测。在后续精加工过程中, 毛坯在冷却过程中有回弹张开趋势会导致外曲面一致性较差, 每个毛坯与理论图纸上的模型都有所不同, 故在加工过程中如果继续按照理论模型进行加工, 必然会导致加工后工件误差超差。此外, 较大的加工区域面积和需去除的材料体积造成零件加工工作量很大, 按照传统的电解加工工艺, 分粗加工、半精加工和精加工工序, 每一工序都需要几十个工时, 加工效率低、成本高。
在自适应加工过程中, 为解决毛坯精度低且外曲面一致性差的问题, 需要快速、准确地测量毛坯表面, 并根据测量结果重构出毛坯实际模型完成模型的精确配准, 据此实现后续的机械加工。同时, 考虑外半管和内半管尺寸较大, 接触式测量效率低。所以, 本文毛坯测量采用ATOS光学扫描, 它是一种离线非接触测量的方式, 其优点是测量效率高, 能够避免重复装夹误差。
 |
图1 燃气弯管结构分析 |
GH4202材料性能参数
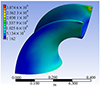 |
图2 内半管毛坯应力分布图 |
1.2 测量过程概述
测量过程中, 为保证三维扫描效果, 首先在被测工件表面喷涂FD600scan显像剂, 然后按照相邻点位间距不大于7 cm密度要求贴上标记定位点后, 将毛坯搬至测量台面进行光学测量, 图 3为外半管毛坯测量过程。为了完整地测量工件表面, 需要用ATOS扫描仪从不同视角进行几次测量, 最后将每次测量获取的点云对齐融合, 就得到完整的工件点云图像, 测量过程耗时30 min。
通过ATOS系统进行测量得到的原始数据是点云数据, 这是庞大、无序、散乱的数据集, 由于零件需要从不同角度测量获得不同部分的点云, 即使是同一部分也需要调整扫描角度以消除盲区, 每一角度获得的点云都有独立的测量基准, 导入同一基准内每一部分所测点云相对测量原点而言都是独立的, 所以需要进行多视图拼合。拼合过程就是用2个不同角度下获得的点云作为基准坐标系将点云进行平移和移动, 完成数据的统一。同时, 光学测量获得的点云数据中会有大量的奇异点、噪声点等数据, 还需进行异常数据筛选和剔除, 使用UG对点云进行精简和剔除测量结果中零件以外部分耗时5 min。ATOS光学扫描系统利用计算机处理从不同角度采集到的点云数据, 通过将系统标定的多组固定参考点拟合并且进行比较, 自动将各部分的点云数据进行拼接整合, 从而获得完整的三维图形点云数据。
 |
图3 ATOS设备正在扫描半管毛坯 |
2 数字化模型配准
目前应用较广泛的模型重构配准方法是采用主元素分析法进行粗略配准后采用迭代最近点算法(iterative closest point, ICP)进行精确配准。主元素分析法通过计算点云协方差矩阵的3个特征向量建立点云坐标系, 并作为点云的主方向, 其缺陷在于3个特征向量在计算时都存在反向的可能, 经常导致坐标系的一个或多个方向出现相反的错误。迭代最近点算法通过对原始数据进行采样建立对应点集, 然后通过最小二乘法迭代计算最优的坐标变化, 即平移矩阵和旋转矩阵, 使得误差最小。这种算法计算效率较高且精度较好, 但是其整体收敛性及运行速度对点云与目标初始位置依赖性很大, 在数据量较大的点云计算时效率不理想。
针对以上问题, 本文结合内外半管结构和工艺特点, 通过基于设计基准的快速配准和结合半管特征约束的精确配准两步实现半管工艺几何模型重构这一过程。
2.1 基于设计基准的快速配准
基于设计基准的快速配准以外半管为例, 配准前毛坯测量数据和理论模型的位置关系如图 4所示, 两者间存在位移偏差和旋转角度偏差。通过在扫描数据中建立一个粗的设计坐标系, 计算毛坯测量数据坐标系到理论模型坐标系中的变换矩阵, 将毛坯测量数据按该变换矩阵进行移动和旋转即可。
从点云数据模型到理论模型的变换, 首先是将扫描的模型及其坐标系移动到理论模型处, 其变换矩阵为
 (1)
(1)
式中: a为扫描模型坐标系原点在理论模型坐标系中x轴坐标值; b为扫描模型坐标系原点在理论模型坐标系中y轴坐标值; c为扫描模型坐标系原点在理论模型坐标系中z轴坐标值。将扫描模型及其坐标系移动到理论模型位置后, 再通过旋转将x轴重合, 其变换矩阵为
 (2)
(2)
式中: B为模型坐标系在yoz平面内投影与y轴的角度; C为模型坐标系旋转到xoy平面内后与x轴的角度。
(2) 式中, 有
 (3)
(3)
 (4)
(4)
 (5)
(5)
式中: (u0, v0, w0)为模型坐标系x轴在理论模型坐标系中的向量。将扫描模型与理论模型x轴旋转重合后, 再将y轴旋转重合即可, 其变换矩阵为
 (6)
(6)
式中, A为x轴旋转重合后y轴方向与理论模型坐标系的角度。经过以上过程, 就将测量模型的坐标系移动到了理论模型的设计坐标系, 按照同样的变换矩阵也可将测量模型与理论模型配准。
综上所述, 测量模型到理论模型进行匹配的变换矩阵为
 (7)
(7)
完成快速配准后, 毛坯测量数据即重构后的工艺几何模型和理论模型之间的相互位置关系如图 4所示, 毛坯模型与理论模型位置基本一致, 较好地贴合在一起, 说明上述快速配准算法精度较好且效率较高, 为后续提供较好的初始位置。
为了定量分析零件毛坯状态, 完成配准后, 通过测量理论模型上若干点到重构模型的距离评估其毛坯状态。该方法在理论模型内曲面上均匀规则地选择一组点, 将这些点分为左、中、右三部分, 接着在中间部分靠近两端附近各分出一个区域, 在左右两侧靠近小端的部分各分出一个区域。
采用中间和左右两边各点的偏差反映配准结果是否满足要求, 目标是使中间平衡的同时左右对称。中间平衡是指重构模型与理论模型中间区域各点偏差平均值为零, 同时中间区域小端、大端部分各点偏差平均值相等, 左右对称是指重构模型与理论模型左右两侧区域各点偏差平均值相等, 同时靠近小端部分各点偏差平均值也相等。图 5为完成快速配准后的内外半管各区域点位偏差对比。
由图 5的对比结果, 可以看出毛坯与理论模型某些位置存在较大偏差, 最大偏差值出现在外半管右侧40°截面处, 最大误差接近2 mm, 还需要进一步进行精确配准调整。
 |
图4 外半管快速配准后空间位置 |
 |
图5 外半管快速配准后空间位置 |
2.2 基于内曲面的精确配准
在快速配准后需要继续进行精确配准, 考虑本文研究对象外半管和内半管的内曲面后续不再加工, 可将内曲面看作检验基准。考虑这一因素, 在理论模型内曲面上均匀规则地选择一组点, 然后将这些点按区域分为L(左)、M(中)、R(右)三部分, 如图 6所示。
精确配准的基本思路是快速配准扫描模型和理论模型上左、中、右各点, 搜寻每个点到毛坯模型上对应点的矢量距离并采用正负表示相对位置关系, 如果毛坯位于理论模型外侧记为正, 反之毛坯位于理论模型内侧记为负。左侧各个点的距离分别记为dli(i=0, 1, 2, …), 中间各个点的距离分别记为dmi(i=0, 1, 2, …), 右边各个点分别记为dri(i=0, 1, 2, …), 记左、中、右各点距离平均值分别为Cl, Cm, Cr, 中间区域小端、大端部分各点距离平均值分别为Cml, Cmh, 左右两侧靠近小端部分各点距离平均值分别为Cll, Crl, 有
 (8)
(8)
通过对扫描模型进行调整使Cm=0, Cml=Cmh, Cl=Cr, Cll=Crl时, 可以认为模型已经完成精确配准, 配准算法如图 7所示。
 |
图6 半管分区示意图 |
 |
图7 精确配准算法 |
3 自适应加工工艺方案
考虑到零件内曲面后续不再进行加工, 可将其看作是壁厚的检测基准, 所以也选择内曲面上的部分区域作为定位基准。外半管和内半管的两端有划线对应设计图中0°和90°的基准线, 也将其选做工艺基准线, 需要参考其位置进行定位。综上所述, 采用内曲面两端进行定位有2个优点: ①2个定位基准之间跨距长, 定位精度高, 能满足零件加工精度要求; ②采用两端定位, 系统刚性高, 加工过程稳定, 并且可以在中间增加支撑以提高系统刚性。
3.1 自适应加工工艺方案
锻造所得的毛坯缺少可用作定位基准的精确特征, 无法精确定位曲面在机床中的位置, 并且, 曲面毛坯在装夹时会发生一定程度变形。因此, 在加工方案规划中, 首先要确定毛坯在机床上的实际位置。其次, 构建加工变形预测模型, 通过非线性有限元方法向模型添加初始应力场、对节点施加铣削力、控制铣刀路径以及对模型网格进行自适应网格细化, 分析铣削过程中由于铣削力导致的弹性变形引起的误差分布规律。
依据上文中的精锻半管工艺方案, 设计了如图 8所示的半管自适应加工工艺流程。
本文规划的燃气弯管外半管和内半管自适应加工工艺方案, 以满足半管曲面壁厚精度为目标, 通过对半管进行数字化测量, 完成了半管的基准转换、模型匹配和模型重构, 实现燃气弯管毛坯测量和模型重构及加工一体的系统解决方案。
 |
图8 半管自适应加工工艺方案 |
3.2 自适应加工结果评估
本文测量了内半管加工后尺寸, 将模型从小端到大端沿截面直径增大方向等分为十部分, 从0°线到90°线每10°取一个截面, 测量该截面左、中、右部位零件厚度, 此处部位划分方法如图 8所示, 测量方法为接触式超声脉冲回波法, 采用超声脉冲回波法测量零件壁厚时, 厚度值是声波在介质中传播速度与声波往返时间一半的乘积, 测量值见表 2。其中正值表示该角度处被测零件壁厚均值厚于理论模型壁厚, 负值表示该角度处被测零件壁厚均值薄于理论模型壁厚, 偏差值为左、中、右三部分测量值与理论值差的算数平均值, 其物理意义是用来衡量测量零件沿角度分布各区域偏差的大小。
从表 2与图 9曲线趋势可以看出, 中间对称面壁厚与理论值偏差在0.05~0.44 mm, 左右对称面与理论值偏差在±0.2 mm, 测量值未出现异常波动, 半管壁厚公差为±2 mm。结果表明: 零件壁厚与理论值虽存在一定的偏差, 但均在技术要求范围内, 该配准方法在燃气弯管各角度范围配准精度稳定。
零件加工前后质量见表 3, 加工后燃气弯管整体质量平均减少22.2 kg,质量减少率35.0%, 减质效果明显。
内半管壁厚测量值
 |
图9 内半管壁厚测量值波动曲线 |
半管材料平均去除率
4 结论
本文以高温合金燃气弯管为主要研究对象, 旨在解决复杂曲面弯管类零件的精密加工问题。通过自适应加工试制半管样品, 发现样品壁厚测量数据偏差均值在零件许可公差范围内。上述结果表明, 本文提出的基于设计基准的快速配准方法和结合半管特征约束的精确配准算法具有良好的精度, 较好地解决了高温合金管路锻件变形后导致的超差。
References
- LI Bin, CHEN Hui, MA Dongying, et al. Development progress of 500 tf level liquid oxygen kerosene high-pressure supplementary combustion engine[J]. Rocket Propulsion, 2022, 48(2): 1–10 (in Chinese) [Google Scholar]
- MA Shuai, GUO Jianxin, ZHOU Lei, et al. Overview of the development of solid rocket engine technology[J]. Rocket Propulsion, 2023, 49(2): 1–14 (in Chinese) [Google Scholar]
- DONG Libao, HE Bo, NIE Wansheng, et al. Research progress on dynamic characteristics of liquid-propellant rocket[J]. Aerospace Technology, 2022(4): 19–27 (in Chinese) [Google Scholar]
- ZHAO Zhengcai, DING D, FU Yucan, et al. Measured data-driven shape-adaptive machining via spatial deformation of tool cutter positions[J]. Measurement, 2019, 135(3): 244–251 [CrossRef] [Google Scholar]
- FENG Yazhou, REN Junxue, LIU Zhanfeng, et al. Reconstruction of geometric modeling for adaptive machining process of complex thin-walled components[J]. Journal of Aeronautics, 2021, 42(10): 300–310 (in Chinese) [Google Scholar]
- JIN Qichao, CAO Shuaishuai, WANG Wenhu, et al. Study on surface integrity of DD5 nickel based single crystal high temperature alloy during slow feed grinding[J]. Journal of Northwestern Polytechnical University, 2022, 40(1): 189–198 [Article] (in Chinese) [NASA ADS] [CrossRef] [EDP Sciences] [Google Scholar]
- XU Guang, XING Lichao, ZHANG Ting, et al. Measurement of residual stress in high-temperature alloy corrugated pipes using X-ray diffraction method[J]. Pressure Vessel, 2021, 38(7): 32–37 (in Chinese) [Google Scholar]
- LIU H, CHAI X, YU J, et al. State-space theory-based closed-loop control of machining error of thin-walled part modeling and application[J]. The International Journal of Advanced Manufacturing Technology, 2023, 127(3/4): 1721–1735 [CrossRef] [Google Scholar]
- XIAO G, HUANG Y. Equivalent self-adaptive belt grinding for the real-R edge of an aero-engine precision-forged blade[J]. International Journal of Advanced Manufacturing Technology, 2016, 83(9/10/11/12): 1697–1706 [Google Scholar]
- FENG Yazhou, REN Junxue, LING Yongshou, et al. Multi-objective constrained optimization algorithm for geometric reconstruction of precision forged blades[J]. Journal of Aeronautics, 2018, 39(7): 223–233 (in Chinese) [Google Scholar]
- SHAN Dongri, XU Jiancong, GAO Liying, et al. Error detection method for dynamic registration of images and graphics[J]. Mechanical Science and Technology, 2021, 40(4): 572–578 (in Chinese) [Google Scholar]
- CHEN Bin, XI Houyin, ZHANG Xiaodong, et al. Point cloud registration of spatial non cooperative targets based on geodesic distance[J]. Journal of Aeronautics, 2023, 44(1): 239–250 (in Chinese) [Google Scholar]
- PAN Jinchuan. Research on CMM measurement planning and simulation technology for integral impeller[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2014 (in Chinese) [Google Scholar]
- LI L, LI C, TANG Y, et al. An integrated approach of reverse engineering aided remanufacturing process for worn components[J]. Robotics and Computer-Integrated Manufacturing, 2017, 48(12): 39–50 [CrossRef] [Google Scholar]
- WU Bin, ZHANG Yu, WANG Zhansheng, et al. Coordinate measurement technology of non orthogonal axis system with laser total station[J]. Journal of Tianjin University: Natural Science and Engineering Technology Edition, 2018, 51(11): 1188–1194 (in Chinese) [Google Scholar]
- FENG Yazhou. Geometric modeling construction of adaptive machining process for aeroengine precision forging blade[D]. Xi’an Northwestern Polytechnical University, 2018 (in Chinese) [Google Scholar]
- REN Junxue, FENG Yazhou, MI Xiangchang, et al. Adaptive CNC machining technology for precision forged blades of aircraft engines[J]. Aviation Manufacturing Technology, 2015, 22(12): 52–55 (in Chinese) [Google Scholar]
- FENG Y, REN J, LIANG Y. Prediction and reconstruction of edge shape in adaptive machining of precision forged blade[J]. The International Journal of Advanced Manufacturing Technology, 2018, 965/6/7/82355–2366 [CrossRef] [Google Scholar]
- LI Huhui, ZHENG Ping, YANG Ning, et al. Image registration algorithm based on SIFT feature and angle relative distance[J]. Journal of Northwestern Polytechnical University, 2017, 35(2): 280–285 [Article] (in Chinese) [Google Scholar]
- CHEN Zhitong, ZHANG Yun, LIU Ruisong, et al. Grinding technology for rectangular array of aeroengine blades[J]. Aviation Manufacturing Technology, 2018, 61(9): 34–39 (in Chinese) [Google Scholar]
- XU Jiuhua, ZHAO Zhengcai, FU Yucan, et al. Key technologies for CNC cutting of titanium alloy wide chord hollow fan blades[J]. Journal of Nanjing University of Aeronautics and Astronautics, 2014, 46(5): 659–666 (in Chinese) [Google Scholar]
All Tables
All Figures
|
图1 燃气弯管结构分析 |
| In the text | |
|
图2 内半管毛坯应力分布图 |
| In the text | |
|
图3 ATOS设备正在扫描半管毛坯 |
| In the text | |
|
图4 外半管快速配准后空间位置 |
| In the text | |
|
图5 外半管快速配准后空间位置 |
| In the text | |
|
图6 半管分区示意图 |
| In the text | |
|
图7 精确配准算法 |
| In the text | |
|
图8 半管自适应加工工艺方案 |
| In the text | |
|
图9 内半管壁厚测量值波动曲线 |
| In the text | |
Current usage metrics show cumulative count of Article Views (full-text article views including HTML views, PDF and ePub downloads, according to the available data) and Abstracts Views on Vision4Press platform.
Data correspond to usage on the plateform after 2015. The current usage metrics is available 48-96 hours after online publication and is updated daily on week days.
Initial download of the metrics may take a while.