| Issue |
JNWPU
Volume 42, Number 5, October 2024
|
|
|---|---|---|
| Page(s) | 809 - 817 | |
| DOI | https://doi.org/10.1051/jnwpu/20244250809 | |
| Published online | 06 December 2024 | |
Study on ultrasonic-assisted abrasive flow polishing of internal flow channels in additive manufacturing
增材制造内腔流道超声辅助磨粒流光整研究
School of Mechanical Engineering, Northwestern Polytechnical University, Xi’an 710072, China
Received:
22
September
2023
Abstract
By studying the movement of ultrasonically assisted abrasives, combined with simulation experiments of abrasive flow in internal flow channels, the study on ultrasonic assisted abrasive flow machining of internal flow channels in additive manufacturing is carried out. Simulations were performed on the channels of AlSi10Mg aluminum alloy printed components, yielding the optimal process parameters for abrasive flow machining: a processing pressure of 10 MPa, abrasive particle size of 270 mesh, and abrasive concentration of 60%. By comparing the surface morphology of the combined straight and curved flow channels before and after applying ultrasonically assisted abrasive flow machining, it was evident that the application of ultrasonic assistance yielded superior removal of surface defects on additive manufacturing parts. However, its ability to remove the spheroidization effect in deeper concave areas is limited. The efficiency of abrasive flow machining and the surface quality of the parts were enhanced with the incorporation of ultrasonic vibration. Under the optimal polishing process parameter combination of an ultrasonic frequency of 20 kHz, a tool head amplitude of 30 μm, and a processing time of 360 s, the surface roughness (Ra) of the straight section reduced to 0.165 5 μm, while the surface roughness (Ra) of the curved section reduced to 0.371 8 μm.
摘要
通过研究超声振动磨粒的运动作用, 结合内腔流道磨料流动仿真试验, 开展增材制造零件内腔流道超声辅助磨粒流加工研究。对AlSi10Mg铝合金打印成型的流道进行仿真, 计算出其磨粒流加工的最优工艺参数为加工压力10 MPa、磨粒270目、磨料浓度60%。对比施加与不施加超声辅助磨粒流加工后直弯组合流道内腔表面形貌, 发现施加超声振动可更好地去除增材制造零件的表面缺陷, 但对于深度较大的凹陷处球化效应去除有限。施加超声辅助后磨粒流加工效率和零件表面质量得到提高, 在超声波频率20 kHz、工具头振幅30 μm、加工时间360 s的最佳工艺参数组合下, 直管段表面粗糙度Ra降至0.165 5 μm, 弯管段表面粗糙度Ra降至0.371 8 μm。
Key words: abrasive flow machining / ultrasonic vibration / additive manufacturing / surface quality
关键字 : 磨粒流加工 / 超声振动 / 增材制造 / 表面质量
© 2024 Journal of Northwestern Polytechnical University. All rights reserved.
 This is an Open Access article distributed under the terms of the Creative Commons Attribution License (https://creativecommons.org/licenses/by/4.0), which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
This is an Open Access article distributed under the terms of the Creative Commons Attribution License (https://creativecommons.org/licenses/by/4.0), which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
航空发动机是航空飞行器的主要动力装置, 也是促进航空技术发展的核心装置。提高航空发动机推重比, 最主要的方法就是提高涡轮进口温度[1], 但这需要对高温部件设计复杂的冷却结构; 其次采用空心结构设计、整体叶盘结构、高通流设计, 也可以提高推重比[2]。这使得航空发动机部件的内腔结构更加复杂, 对部件的制造精密程度提出更高要求。由于材料的限制和结构加工能力有限, 目前常采用精密熔模铸造工艺制造上述零件, 具体工艺环节包括: 压蜡、组模、制壳、脱蜡、浇筑、去壳等[3]。而在上述成型工艺中, 冷却阶段所占比例约为整个成型过程用时的60%以上[4]。冷却周期直接影响着生产周期, 因此冷却水路的设计具有重要意义。模具的传统冷却水路受到加工局限性的制约, 冷却效率低且不均匀, 并容易出现机构干涉[5]。而增材制造技术可以制造出更加贴合工件表面的随形冷却水路, 提高冷却效率, 减少机构干涉[6]。然而增材制造由于球化效应、粘粉效应及阶梯效应, 内腔表面十分粗糙, 极大地影响了随形冷却水路的冷却效率。
磨粒流加工(abrasive flow machining, AFM)技术采用高黏度有机高分子作为主相, 混合硬质磨料形成流体磨料, 并在压力作用下, 通过黏弹性流体在待加工表面进行微切削, 以实现零件表面的光整[7]。随着对零件加工要求的不断提高, 对磨粒流加工技术的抛磨效率提出了更高的要求[8]。超声波辅助磨粒流加工(ultrasonic assistant abrasive flow machining, UAAFM)是一种结合了磨粒流加工工艺和超声振动的复合光整工艺[9]。相比传统磨粒流加工技术,其具有抛磨更高效、光整效果更均匀等优点, 有望解决增材制造零件内腔流道的高效光整问题。印度理工学院Venkatesh等[10]研究了用超声辅助磨粒流加工来抛磨齿轮, 所得齿轮表面质量高于直接采用磨粒流加工的齿轮, 并且超声辅助磨粒流加工5 min即可达到磨粒流直接加工15 min的效果, 抛磨效率大大提高。浙江工业大学计时鸣等[11–12]研究发现超声振动使磨粒流产生空化效应, 可以改变磨粒运动方向, 使其运动更加无规则, 从而增强切削能力, 并根据被加工工件的表面形状, 对超声振动端面进行了仿形设计, 与被加工工件共同形成约束流道, 从而使超声效果更强, 产生空化现象, 结果表明, 该方法可以大幅提高抛光效率和表面质量。张宇超等[13]利用超声振动产生的空化效应, 解决喷油嘴喷孔加工过程中磨粒容易团聚堵塞流道的问题, 并得出空化效应产生的高能量冲击波可提高加工质量与加工效率。国内外对超声辅助磨粒流的研究多是针对直流道以及孔加工, 很少有文献研究弯流道的超声辅助磨粒流光整工艺。
本文探讨超声辅助下磨粒流光整材料的去除机理, 对直弯组合内腔流道进行磨料流动仿真研究, 开展增材制造铝合金内腔流道超声辅助磨粒流加工工艺试验, 对解决增材制造金属内腔流道的高效光整问题有重要意义。
1 超声振动作用机理分析
1.1 超声振动对磨粒作用分析
超声振动对磨粒作用机理如图 1所示。在工件壁面处施加超声振动, 其中超声往复振动的方向定义为x, 磨粒流流体的流动方向定义为z。对超声振动下的磨粒状态进行分析, 可以发现在磨料介质的带动下, 磨粒沿流体方向z受到作用力F0, 并以V0的速度进行流动。同时, 在超声振动的作用下, 磨粒在x向上受到作用力Fu, 并产生了速度Vu。从而磨粒在合力Fa的作用下沿合力方向分散, 并以合速度Va进行流动, 合力Fa和合速度Va与流动方向z的夹角为θ。
 |
图1 超声振动对磨粒作用机理 |
超声波发生器发射的超声波为高频正弦波, 其通过变幅杆产生的振动带动磨粒产生位移, 在任一时刻t产生沿x方向的速度为Vu, 其表达式为
 (1)
(1)
式中:A为超声振动的振幅; f为振动频率。
流道中磨粒沿流动方向z的速度为V0, 假设其与流体速度一致, 其表达式为
 (2)
(2)
式中:Q为单位时间内通过的流量; S为流道横截面积。
则合速度Va和方向θ表达式为
 (3)
(3)
 (4)
(4)
沿x方向的作用力Fu表达式为
 (5)
(5)
式中,mc为单磨粒质量。
1.2 超声空化效应对流体相作用分析
磨料介质被视为不可压缩流体, 在超声波的频率下, 形成有规律的密集和稀疏区域, 并产生空化效应, 当超声波振幅达到一定条件时, 磨粒表面往往会作为空化核, 产生空化气泡。气泡在负压区快速增长, 在正压区迅速被压缩, 直至最终溃灭, 瞬间释放所积蓄的声波能量, 产生极大的压力。这部分压力一部分作用于磨粒, 防止磨粒团聚, 增加磨粒的速度, 增加了磨料的湍动能, 提高其作用于壁面的剪切力; 一部分直接作用于壁面, 协助光整。空化效应发生需要一定的条件, 与其受到的超声频率有关。只有超声频率小于等于空化气泡谐振频率时, 才能够发生。空化气泡谐振频率f0的表达式为
 (6)
(6)
式中:R0为气泡的初始半径; p0为磨粒流流体静压; γ为绝热指数; σ为液体表面张力系数。
当空化核半径逐渐长大, 并最终溃灭时, 将瞬间释放其内部存在的声波能量, 产生高压和高温[14], 其所产生的最大压力pmax表达式为
 (7)
(7)
当涡流形成的气泡破裂时, 空化气泡迅速释放能量, 形成高压冲击。而当高压冲击辐射到磨粒时, 则会驱动磨粒运动, 增加势能, 从而增加磨粒的切削能力, 实现高效光整。为简化计算, 假设在空化气泡溃灭的瞬间磨粒受到冲击作用的面积Sc是一个常数, 且此时磨粒距离溃灭点最近的距离为r1, 最远距离为r2。则溃灭点的冲击对磨粒做功的表达式为[11]
 (8)
(8)
式中:A为溃灭点中心处的压强; p为距离溃灭点r处的压强; k为比例常数。
1.3 超声辅助下磨粒流光整材料去除机理
如图 2所示, 磨粒流光整材料去除机制主要分为2种: 一种是磨损去除, 其机制类似于砂轮抛磨, 包括挤压、滑擦、犁削和切除4个阶段[15]。这种机制主要发生在磨料介质黏度高、外部施加压力大的情况下。另一种是冲击去除, 当磨粒处于湍流状态时, 其随机运动对待加工壁面进行冲击, 造成去除。
 |
图2 磨粒流光整材料去除机理 |
在施加超声振动辅助的作用下, 超声振动作用及产生的空化效应使得磨粒原有的去除机制得到增强: ①当磨粒距离待加工表面较近时, 超声振动带动磨粒沿振动方向高速移动, 从而加强磨粒的磨损去除作用。②超声振动能够产生紊流和增加流体动能, 从而强化磨粒的切向力, 进一步加强磨粒的磨损去除机制。③空化气泡在超声振动作用下溃灭, 释放大量能量, 增加磨粒的动能, 从而加强磨粒的冲击去除机制。④当空化气泡靠近壁面时, 其溃灭产生的高压射流将直接作用于壁面, 产生微小的空化去除机制。
2 基于Fluent的内腔流道磨粒流加工仿真研究
计算流体动力学(computational fluid dynamics, CFD)可以利用计算机的强大计算力对流体控制方程进行求近似解, 因而被广泛应用于解决航空航天中的流体问题。本文选用的Fluent软件是目前世界上应用最为广泛的CFD计算软件。尽管随形冷却水路结构复杂, 但其主要特征仍由直管和弯管2种构成, 由此提取这2种典型特征设计出特征件,如图 3所示, 流道出口设置在试验件侧面, 以方便磨粒流体流出。磨粒流由于其软性磨料的特性, 雷诺数较大, 流动状态为湍流, 故选用湍流模型中更易收敛的Realizable k-ε模型。磨粒流为典型的固液两相不可压缩流体, 因此选用多相流模型中的Mixture模型, 采用压力基求解器求解[16]。壁面边界条件设置为无滑移壁面边界, 计算壁面函数为Standard Wall Functions, 壁面粗糙度设置为0.008 mm。
 |
图3 内腔流道特征试验件 |
本文中磨粒流的主相为二甲基硅油, 次相为碳化硅颗粒, 其各项属性如表 1所示。
磨粒流各相材料属性
本仿真模型设置了7种磨料组合, 如表 2所示。
磨粒流仿真研究参数组合
由于在各种工艺参数下磨粒流的流动特性总体趋势基本一致, 因此选取磨粒粒径180目, 加工压力8 MPa, 磨料浓度70%的加工参数, 对内腔流道特征试验件的流场进行具体分析, 明晰磨粒流的流动特性。如图 4a)~4b)所示, 磨料流体进入特征试验件内腔流道后, 磨料在入口处获得较大的动能, 在压力作用下向上移动, 在直管段, 静压小幅度向动压转变, 整体趋势趋于稳定。随着磨料继续向上进入弯管段, 由于磨料的惯性, 外侧弯管壁面受到强力冲击, 动能转化为压力能, 静压数值急速上升, 动压数值随之减小。在内侧弯管壁面处, 静压急速下降, 甚至出现了负压, 形成涡流, 对应的动压显著增高。如图 4c)所示, 速度场和动压场在流道中具有一致的变化规律。图 4d)的剪切力分布云图中磨料流体进入流道后, 在入口处剪切力较大, 随着向上流动, 受壁面阻力以及流体的黏性力影响, 其剪切力略微减小并保持稳定。随着流体继续流动至弯管段, 外侧弯管段处动能较低, 无法驱动磨粒产生足够的剪切力, 内弯侧的涡流处, 动压和速度骤变, 动能高, 磨料流体有足够的力驱动磨粒完成剪切。
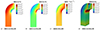 |
图4 流场特性示意图 |
综合压力场、速度场和剪切力场分析, 对于特征件的磨粒流加工主要问题在于弯管段外侧低流速和低剪切力可能导致的磨抛不足, 以及弯管段内侧高流速和剪切力可能导致的过抛。。加工压力从8 MPa提高到10 MPa, 平均剪切力在入口处提高31%, 出口处提高23%, 在内侧弯管处提高20%, 外侧弯道处提高44%。对外侧弯道较大剪切力提升可以弥补弯管段内、外侧磨抛不均的问题。
如表 3所示, 减小磨粒粒径会使磨粒的流动性变好, 在弯管部分的通过性增强, 使剪切力和速度呈现增长趋势; 增加磨料浓度使弯管段的剪切力呈现先下降再上升的趋势, 磨料浓度过高, 会使单位体积磨粒流分子团数量增多, 流动性变差, 容易导致磨抛不均匀。因此, 综合考量后选择加工压力为10 MPa、磨粒粒径为270目、磨料浓度为60%作为后续试验的磨粒流工艺参数。
不同磨粒粒径和磨料浓度下各位置各项数值
3 增材制造内腔流道特征试验件超声辅助磨粒流光整工艺试验
3.1 内腔流道特征试验件成型质量分析
增材制造内腔流道特征试验件采用选区激光熔融技术制造, 设备为深圳华阳的HY-M300。成形材料为铝合金AlSi10Mg, 其成分如表 4所示。选区激光熔融技术工艺参数设置如表 5所示。
粉末成分表
成型参数表
采用表 4~5参数, 依照图 3所示尺寸制备13组试验件, 1组用于分析选区激光熔融成型特征试验件的初始质量, 3组用于对比有无超声对磨粒流光整效果的影响, 其余9组用于探究超声辅助参数对磨粒流光整效果的影响。
由于特征试验件需要检测内腔表面, 检测设备无法直接进行测量。将特征试验件采用如图 5的方式对半切开后, 选取特征试验件流道入口、中段、出口、内弯段、外弯段5个位置作为测量区域, 在各测量区域选取5个点, 测出表面粗糙度并取平均值, 其结果如表 6所示。
 |
图5 试验件区域划分示意图 |
表面粗糙度数值表
3.2 试验平台及方案
抛光采用西安斯曼克磨粒流精密机械有限公司SMKS-561立式单向磨粒流机床。由于试验件自身具备封闭内腔, 无需进行工装设计, 仅需要对超声振动工具头设计工装, 确保超声振动能稳定连续地传递并作用于工件受力面几何中心。该工装使用熔融沉积成型技术制成, 材料为ABS塑料, 通过螺栓连接在特氟龙底座上, 并由2个C形夹固定在加工平台格栅上, 形成如图 6所示的试验平台。
 |
图6 超声辅助磨粒流光整平台 |
研究选择正交试验, 实验固定加工压力为10 MPa, 磨料浓度为60%, 磨粒粒径为270目, 研究超声波频率、超声工具头振幅、加工时间3个影响因素, 设计三因素三水平正交试验, 正交编码如表 7所示。并加设3组以加工时间作为变量, 不施加超声辅助的对照组。
三因素三水平正交试验参数组合表
3.3 材料去除率分析
材料去除量Γ和材料去除率ΓR是反映超声辅助磨粒流光整对内腔流道特征试验件抛光效果和抛光效率的重要衡量因素, 其材料去除量Γ的表达式为
 (9)
(9)
式中:m0为光整试验前试验件质量; m1为光整试验后试验件质量。
材料去除率ΓR的表达式为
 (10)
(10)
式中,t为加工时间。
图 7展示了施加超声辅助和不施加超声辅助的Γ和ΓR。结果表明,在相同的加工时间内, 施加超声辅助组的Γ和ΓR都远高于不施加超声辅助组, 同时, 施加超声辅助组的ΓR衰减速度要小于不施加超声辅助组。可以得出施加超声辅助能提高磨粒流光整的效率。
 |
图7 施加超声和不施加超声材料去除量及材料去除率规律曲线 |
3.4 表面粗糙度分析
使用线切割将经过光整后的试验件从中间切开, 分别在直管段和弯管段各取3点测量并取平均值以确保测量结果的准确性。测量结果如表 8所示。
直管段和弯管段表面粗糙度测量结果
在直管段内腔表面, 未施加超声辅助组的表面粗糙度Ra在0.302 5~0.356 1 μm之间, Rq在0.359 8~0.429 1 μm之间, 而施加超声辅助组的平均表面粗糙度Ra在0.167 6~0.175 8 μm之间, Rq在0.204 1~0.209 4 μm之间。在弯管段内腔表面, 未施加超声辅助组的表面粗糙度Ra在2.463 1~3.041 1 μm之间, Rq在3.027 2~3.824 0 μm之间, 施加超声辅助组的平均表面粗糙度Ra在0.480 1~0.632 4 μm之间, Rq在0.607 3~0.763 9 μm之间,即施加超声辅助可以提高磨粒流对内腔表面的光整效率并提高表面质量。
如图 8所示, 由于直管段初始表面粗糙度相对较好, 超声辅助磨粒流加工较高的加工效率使得直管段表面粗糙度很快达到平台期, 超声波频率、工具头振幅、加工时间变化对于直管段的表面粗糙度Ra和Rq影响均较小。
 |
图8 超声参数变化对直管段和弯管段表面粗糙度Ra和Rq的影响 |
弯管段的Ra和Rq随着超声波频率的升高呈上升趋势。超声波频率大于等于空化气泡谐振频率时, 空化气泡来不及生长和储能, 空化效应随之减弱, 导致零件表面粗糙度升高。在实际加工过程中, 应选用促进空化气泡产生和生长的超声波频率, 从而给磨粒提供更多的能量, 提高磨料对零件表面的切削能力。
弯管段的Ra和Rq随着工具头振幅升高呈现下降的趋势。由于弯管段的初始表面质量相对较差, 工具头振幅的增长可以有效提高空化气泡的溃灭频率, 从而提升弯管段磨粒的切削能力, 但可以看出工具头振幅20 μm时已经满足使空化气泡溃灭的条件, 此时提高工具头振幅也难以使零件表面粗糙度进一步降低。
加工时间由120 s延长到240 s时, 弯管段表面粗糙度Ra和Rq均下降, 但当时间由240 s增加到360 s时, 下降变缓。原因在于随着加工时间的上升, 表面质量趋于稳定, 此时继续进行表面光整, 光整效果便会逐渐下降。在实际加工中, 延长加工时间, 可获得更好的表面质量, 但如果加工时间过长, 后续的光整效率会衰减, 导致成本增加和资源浪费。本文研究中, 最佳光整工艺参数组合为超声波频率20 kHz、工具头振幅30 μm、加工时间360 s, 可使直管段表面粗糙度Ra降至0.165 5 μm, 表面质量提升49.3%, 弯管段表面粗糙度Ra降至0.371 8 μm, 表面质量提升86.4%。
3.5 表面形貌分析
由于粉末熔融堆积的特点, 选区激光熔化制造零部件常存在球化效应、粘粉效应和阶梯效应等特征。本文制造的试验件在放大倍数为100倍情况下, 可以看到图 9中有大量的灰褐色粉末粘附在表面, 由于本试验件存在弯道, 倾斜度较大, 即使选取较为合理的工艺参数, 也会存在一定的阶梯效应。
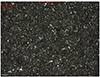 |
图9 原始试验件的表面形貌 |
如图 10所示, 无论施加与不施加超声辅助的磨粒流抛光后零件表面原有的粉末粘附情况和球化效应均有明显改善, 但图 10b)~10d)可以看到施加超声辅助组的表面金属光泽更加显著, 其表面不止有沿着磨料流动方向的划痕, 还多了与磨料方向垂直的划痕, 这部分划痕是施加超声振动辅助后, 空化气泡溃灭产生的微射流极大地提升了磨粒的湍动能, 从多个角度对试验件表面进行切削, 产生与流道方向的不同的长划痕。
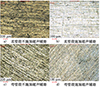 |
图10 施加与不施加超声直、弯管段表面形貌图 |
对比图 11a)~11b), 施加超声辅助对于球化效应改善效果更好, 但深度较大的凹陷处依旧存在着球化效应, 改善效果有限。实际加工生产时, 应从成型工艺入手, 提高工件的初始成型质量, 可以大幅提高磨粒流对于凹坑的光整效果, 得到符合表面质量要求的工件。
 |
图11 施加超声与不施加超声辅助球化效应改善图 |
4 结论
本文通过选区激光熔融成型直弯组合流道特征试验件, 测量获取磨粒流光整后零件表面典型缺陷以及粗糙度变化规律。探究施加超声辅助对于磨粒流材料去除效率的影响, 以及工具头振幅、超声波频率、加工时间对零件表面粗糙度Ra, Rq的影响规律, 主要结论如下:
1) 仿真试验表明: 增大加工压力, 磨料对整个流道的剪切力增大, 弯管段外侧增加最为明显; 减小磨粒粒径, 磨粒流速增加, 剪切力增大; 增加磨料浓度, 磨料对弯管段剪切力先下降再上升。仿真得出最佳工艺参数组合为加工压力为10 MPa、磨粒粒径为270目、磨料浓度为60%。
2) 施加超声辅助可为磨粒提供额外的动能, 增加单位时间内磨粒的行程, 可大幅提高磨粒流加工的材料去除量Γ与材料去除率ΓR, 即提高磨粒流的加工效率。
3) 超声辅助可大幅提高磨粒流加工后零件表面质量。在最佳光整工艺参数组合超声波频率20 kHz、工具头振幅30 μm、加工时间360 s的条件下, 直管段内腔表面粗糙度Ra降至0.165 5 μm, 弯管段内腔表面粗糙度Ra降至0.371 8 μm。
4) 与未施加超声辅助相比, 施加超声辅助的试验件表面形貌表现出更为复杂的磨粒划痕, 具有更好的金属光泽和更平整的表面, 对粘粉效应和球化效应的去除效果更好。
References
- JIN Rushan, DANG Jin, LIU Fuqiang. New generation aero-engine combustor[J]. Journal of Engineering Thermophysics, 2022, 43(2): 543–552 (in Chinese) [Google Scholar]
- CHEN Wei. Research on high-strength superalloy for integral precision casting combustion chamber casing of high thrust-to-weight ratio aero engine[D]. Nanjing: Nanjing University of Science and Technology, 2007: 1–5 (in Chinese) [Google Scholar]
- CUI Kang. Research on wall thickness control method of precision casting wax type of hollow turbine blade[D]. Xi’an: Northwestern Polytechnical University, 2018: 1–3 (in Chinese) [Google Scholar]
- MARIN F, DE MIRANDA J R, DE SOUZA A F. Study of the design of cooling channels for polymers injection molds[J]. Polymer Engineering and Science, 2018, 58(4): 552–559 [Article] [CrossRef] [Google Scholar]
- XU Sainan. Research on rapid mold design and molding simulation of precision casting wax mold of hollow turbine blade[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2016: 2–7 (in Chinese) [Google Scholar]
- MA Yiheng, WANG Xiaoxin, DONG Zhijiaet al.. Research progress on optimization design of conformal cooling channel of injection mold based on 3D printing[J]. China Plastics, 2019, 33(5): 130–137 (in Chinese) [Google Scholar]
- CAI Zhijie, LIU Weina, GAO Binbinet al.. Experimental study and surface roughness prediction of abrasive flow polishing of micropores in common rail tube[J]. Mechanical Science and Technology, 2017, 36(11): 1722–1728 (in Chinese) [Google Scholar]
- SANTHOSH K, SOMASHEKHAR S, HIREMATH S. A review on abrasive flow machining(AFM)[J]. Procedia Technology, 2016, 56(5): 297–1304 [Google Scholar]
- SHARMA A K, VENKATESH G, RAJESHA Set al.. Experimental investigations into ultrasonic-assisted abrasive flow machining(UAAFM) process[J]. The International Journal of Advanced Manufacturing Technology, 2015, 80(1): 477–493 [CrossRef] [Google Scholar]
- VENKATESH G, SHARMA A K, KUMAR P. On ultrasonic assisted abrasive flow finishing of bevel gears[J]. International Journal of Machine Tools and Manufacture, 2015, 89: 29–38 [Article] [CrossRef] [Google Scholar]
- JI Shiming, LI Jun, TAN Dapeng. Simulation and experimental study on streamer finishing of soft abrasive particles based on ultrasonic excitation strengthening[J]. Journal of Mechanical Engineering, 2016, 52(21): 182–189 (in Chinese) [Google Scholar]
- JI Shiming, Chen Kai, TAN Dapeng, et al.. The influence of ultrasonic cavitation on the cutting efficiency and quality of soft abrasive flow[J]. Journal of Agricultural Engineering, 2017, 33(12): 82–90 (in Chinese) [Google Scholar]
- ZHANG Yuchao, DONG Zhiguo, LEI Hongbo, et al.. Research on ultrasonic vibration assisted soft abrasive flow spray hole polishing processing[J]. Combination Machine Tool and Automated Processing Technology, 2021, 569(7): 165–169 (in Chinese) [Google Scholar]
- ZOU J, JI C, YUAN G Bet al.. Collapse of an antibubble[J]. Physical Review E, 2013, 87(6): 102–106 [Google Scholar]
- MINASSE A, APPL F C. Theoretical analysis of the basic mechanics of abrasive processes: part: model of the ploughing process[J]. Wear, 1988, 126(3): 267–283 [CrossRef] [Google Scholar]
- HU Jiawei. Finite element analysis and optimization design of working surface of centrifugal water pump impeller[D]. Xi’an: Northwest Agriculture and Forestry University, 2011: 14–15 (in Chinese) [Google Scholar]
All Tables
All Figures
|
图1 超声振动对磨粒作用机理 |
| In the text | |
|
图2 磨粒流光整材料去除机理 |
| In the text | |
|
图3 内腔流道特征试验件 |
| In the text | |
|
图4 流场特性示意图 |
| In the text | |
|
图5 试验件区域划分示意图 |
| In the text | |
|
图6 超声辅助磨粒流光整平台 |
| In the text | |
|
图7 施加超声和不施加超声材料去除量及材料去除率规律曲线 |
| In the text | |
|
图8 超声参数变化对直管段和弯管段表面粗糙度Ra和Rq的影响 |
| In the text | |
|
图9 原始试验件的表面形貌 |
| In the text | |
|
图10 施加与不施加超声直、弯管段表面形貌图 |
| In the text | |
|
图11 施加超声与不施加超声辅助球化效应改善图 |
| In the text | |
Current usage metrics show cumulative count of Article Views (full-text article views including HTML views, PDF and ePub downloads, according to the available data) and Abstracts Views on Vision4Press platform.
Data correspond to usage on the plateform after 2015. The current usage metrics is available 48-96 hours after online publication and is updated daily on week days.
Initial download of the metrics may take a while.