| Issue |
JNWPU
Volume 43, Number 6, December 2025
|
|
|---|---|---|
| Page(s) | 1201 - 1207 | |
| DOI | https://doi.org/10.1051/jnwpu/20254361201 | |
| Published online | 02 February 2026 | |
Study on influencing law of processing parameters in multi-aperture hole-making process with electro-hydraulic jet
电液束多孔径制孔工艺参数影响规律研究
1
School of Mechanical Engineering, Northwestern Polytechnical University, Xi'an 710072, China
2
Shaanxi Daobo Advanced Materials Science and Technology Co., Ltd., Xi'an 712000, China
Received:
19
February
2025
Abstract
Electro-hydraulic drilling has the advantages of high surface quality and no recast layer or microcracks. In the drilling, the optimization of the processing parameters has a significant influence on the hole diameter and quality. In this paper, the dynamic processing process of electro-hydraulic drilling is simulated and analyzed by using COMSOL software. The influences of the key processing parameters such as voltage, electrolyte conductivity and feed rate on the size of micro-holes are analyzed. Through the design of a set of drilling experiments, the high-precision straight holes with the diameters ranging from 0.5 mm to 1.0 mm were successfully drilled. The experimental results show that the hole diameter is positively correlated with the voltage and electrolyte conductivity, and negatively correlated with the feed rate. By optimizing the processing parameters, the high-quality micro-holes with a surface roughness of 1.28 μm were obtained. When the ratio of the target hole diameter to the outer diameter of the capillary exceeds 1.8 times, it will significantly affect the geometric accuracy (roundness and taper) of the hole. By increasing the diameter of the capillary, the roundness of the target hole is greatly improved.
摘要
电液束制孔具有表面质量高且无重铸层和微裂纹的优势, 实际加工中关键工艺参数对加工孔径和质量影响显著。利用COMSOL软件对电液束制孔的动态成形过程进行仿真, 分析加工电压、电解液电导率和进给速度等关键工艺参数对微小孔尺寸的影响; 通过设计系列化制孔实验, 成功实现了0.5~1.0 mm高精度直孔的加工。实验结果表明: 孔径尺寸与加工电压和电解液电导率呈正相关, 与进给速度呈负相关, 通过优化工艺参数, 最终获得了表面粗糙度达1.28 μm的高质量微小孔; 当加工目标孔径与毛细管外径比值超过1.8倍时, 将显著影响孔的几何精度(圆度和锥度), 通过增大毛细管直径, 目标孔的圆度得到明显提升。
Key words: electro-hydraulic beam punching / simulation analysis / processing parameters / micropore
关键字 : 电液束打孔 / 仿真分析 / 工艺参数 / 微小孔
© 2025 Journal of Northwestern Polytechnical University. All rights reserved.
 This is an Open Access article distributed under the terms of the Creative Commons Attribution License (https://creativecommons.org/licenses/by/4.0), which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
This is an Open Access article distributed under the terms of the Creative Commons Attribution License (https://creativecommons.org/licenses/by/4.0), which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
气膜冷却技术通过在涡轮叶片曲面设计0.2~0.8 mm微小孔, 形成低温气膜来隔离高温气流, 实现叶片保护[1]。目前, 圆柱形气膜孔已被广泛应用于涡轮叶片中, 显著提高了叶片的强度与使用寿命[2]。随着微小孔加工技术不断地研究和发展, 特种加工在气膜孔加工领域具有明显的优势, 得到了广泛的应用[3]。使用电火花制孔技术加工深孔时孔壁表面不可避免地会形成重铸层, 重铸层中可能存在气孔等缺陷。激光加工虽然加工速度更快、材料去除率更高, 但其热影响区较大, 容易产生背伤、孔内表面重熔层和孔锥度等缺陷, 导致孔表面完整性较差。
电液束加工是一种基于金属管电极开发的新电解技术, 其主要用于微小孔的高效加工。这种方法能够一次性完成孔的加工, 且加工表面质量高, 无微裂纹和热再铸层。美国GE公司已具备加工直径0.2~0.8 mm、深径比大于50~300的制孔能力[2]。德国开姆尼茨理工大学的Hackert-Oschaetzchen等[4]运用电液束技术对硬质合金进行了研究, 并成功加工出了微细孔结构, 质量表现出色。波兰华沙工业大学的Kozak等[5]通过研究电液束打孔技术, 提出了加工参数与材料去除率之间关系的数学模型, 进一步分析了射流中电场分布及电导率变化对加工性能的具体影响。自20世纪80年代开始, 北京航空制造技术研究院就着手研究电液束加工技术, 攻克了多项关键难题。张明岐等[6]为了进一步提高航空发动机涡轮叶片气膜孔加工效率, 对多工位电液束加工技术进行了研究。潘志福等[7]针对电液束加工中出现的多种典型孔口缺陷, 基于加工电压、电解液浓度、进给速度等参数提出了一套优化工艺的控制方法以有效改善加工质量。南京航空航天大学冯瑞、房晓龙等[8–10]将弹性熔融石英毛细管作为阴极工具, 设计了微细电解加工平台, 研究电极直径、加工电压等参数, 实现了微细电解车削、铣削、微小凹坑及微小孔的制备。大连理工大学于文涛[11]建立了基于数控平台的电液束加工装置, 并对电液束加工过程中的电场进行了有限元分析, 得出了工件表面加工区域内的电流密度分布情况。
本研究在电液束加工工艺研究、仿真建模及参数优化的基础上, 以电解加工基本原理和气液两相流理论为指导, 利用COMSOL软件对电液束微小孔的动态成形过程进行仿真, 验证了多物理场结合仿真模型的可行性。此外, 基于工业机器人平台搭建电液束加工系统, 开展微小孔电液束加工试验研究。
1 电液束加工原理及仿真分析
1.1 电液束加工基本原理
电液束加工原理如图 1所示, 作为金属管电极电解加工技术的延伸, 是一种专门用于制造微小孔的先进方法。在此过程中, 电解液与高电压相结合, 通过特定的机制被“激活”或“阴极化”。随后, 这股被高度活化的电解液流在绝缘喷嘴引导下, 以极高的速度冲击工件表面。在电化学阳极溶解效应与化学加工辅助作用的共同作用下, 工件材料被迅速且精确地溶解, 从而实现了对微小孔的高效加工。简而言之, 电液束加工利用高压酸性电解液的高速喷射和电化学溶解原理, 在工件上精确打孔。
 |
图1 电液束加工原理示意图 |
1.2 仿真模型建立
COMSOL Multiphysics是一款基于有限元方法(FEM)的强大多物理场仿真软件, 被广泛应用在各种电解加工和微孔加工的仿真分析中。本文基于COMSOL构建了如图 2所示的电液束打孔二维轴对称模型, 并进行区域划分。其中Ⅰ为工具阴极、Ⅱ为毛细玻璃管、Ⅲ~Ⅵ为电解液流动区域。阴极直径为d, 玻璃管内径为D, 玻璃管壁厚为T。本文的流体域模型结构相对规则, 计算量适中, 按照流体域和非流体域分别采用不同尺寸的自由三角形网格划分。对所有壁面区域的边界设置边界层, 对所有尖角处进行网格加密。此外, 工件表面(即边界8)变形是本研究的重点, 因此需要对工件表面的边界层进行网格加密, 以提高计算精度。图 3为网格划分图。
在电液束加工中, 影响加工精度与稳定性的不仅是单一的电场、流场或结构场, 还需要重点关注这些物理场之间的耦合关系。在冷却孔电解期间, 高效流动的电解液可迅速去除加工间隙中的热量与气体, 加工间隙中存在氢气以及少量因阳极溶解产生的金属颗粒。加工间隙中的介质包括气态、液态和固态的三相流。但这些金属颗粒对电解液电导率及工件表面的电流密度影响甚微, 可忽略不计。所以, 可将加工间隙内的三相流问题简化为气-液两相流来处理。在电解加工过程中, 间隙电场形成了一个稳定的电场, 假设此电场的参数仅为空间位置依赖, 则其电位分布可通过拉普拉斯方程来表述。本文采用“电流”、“两相流, 水平集”和“移动网格”模块, 来描述加工过程中的电场、流场分布以及微小孔成形过程。表 1~2分别为电流模块和气液两相流模块边界条件设置。
在实际加工中, 高速带电射流通过电化学作用蚀除金属材料, 在加工区域形成凹坑。在仿真中, 通过设置边界8的变形速度, 可以模拟出工件表面材料的去除情况。工件表面变形速度参照德国学者Hackert-Oschätzchen等[12]在进行射流电解加工仿真时, 基于法拉第定律, 对加工表面的变形速度Vn进行定义,即
式中: η为电流效率, 无量纲单位; M为工件材料的相对分子质量, 无量纲单位; ZA为相对化合价, 无量纲单位; ρm为材料密度, kg/m3; F为法拉第常数; n为单位向量; in为加工区域的电流密度, A/mm2。
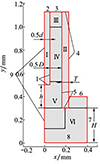 |
图2 仿真模型区域划分 |
 |
图3 网格划分图 |
电流模块边界条件设置
气液两相流模块边界条件设置
1.3 仿真结果
根据1.2节所建立的电液束加工微小孔动态成形仿真模型。将加工电压、电解液电导率、电极进给速度和入口流速作为输入条件, 模拟电液束加工微小孔的成形过程。其余边界条件设置如表 3所示。
图 4展示了不同时刻加工区域流线图, 颜色变化反映了流速的大小。由图 4可知, 电解液的最大流速出现在电极底面靠近微小孔出口的位置, 而最小流速出现在电极底部中心附近, 这不利于工件表面电解液的更新。通过调节毛细玻璃管阴极的几何尺寸(如直径参数)和入口液压参数, 可有效调控流体域内工作液的流速分布特性。仿真结果表明, 增大进口流量能够显著抑制加工过程中的非均匀蚀除现象, 进而提升加工精度,改善表面粗糙度。
图 5展示了不同时刻加工区域电场分布。加工时间1 s时, 侧壁电流密度的增加能够加快侧壁材料的溶解速度, 有助于形成更加垂直的侧壁形貌, 并导致电解液产生反射现象。25 s时, 电解液不再沿工件表面流动, 而是直接射向空气中, 使加工区域以外的表面停止电化学反应。60 s时, 电极的进给速度与工件的阳极溶解速度趋于一致, 电极底部与孔底部的距离基本保持不变, 孔底部电流密度趋于稳定。与此同时, 由于毛细管下端面以上的孔侧壁及孔口区域受限于管与空气相的绝缘性, 几乎不再受电流影响。
流场、电场仿真分析边界条件
 |
图4 流体域流线和速度分布图 |
 |
图5 加工区域电场分布图 |
1.4 工艺参数影响规律
设置仿真条件: 在保持其他参数条件不变的情况下, 分别采用加工电压为30, 40, 50, 60和70 V进行加工。
从图 6可以看出, 随着加工电压的增大, 微小孔的均值半径逐渐增大。当加工电压从30 V增加至70 V时, 微小孔的平均半径由0.300增加至0.349。这是因为在加工过程中, 加工电压与微小孔形成有着紧密的联系。当加工电压增大时, 工件表面的电流密度随之提升, 这使得达到蚀除电流密度阈值的区域范围不断扩大。最终, 更多区域满足蚀除条件, 从而形成更大尺寸的微小孔。
图 7~8分别展示了仅改变电解液电导率和进给速度时微小孔均值半径的变化规律。图 7表明微小孔半径与电解液电导率呈正相关, 图 8表明微小孔半径与进给速度呈负相关。这是因为电解液电导率升高会导致溶液电阻降低, 提升加工回路中的电流值, 加快工件阳极的溶解速度, 扩大侧面加工间隙并最终增大孔径。进给速度越快, 则电极深入成形孔所需的时间就越短, 加工状态过早趋于稳定, 导致孔侧壁加工不到位, 加工孔径小于期望值。
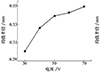 |
图6 加工电压对微小孔均值半径的影响 |
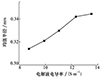 |
图7 电解液电导率对微小孔均值半径的影响 |
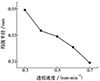 |
图8 进给速度对微小孔均值半径的影响 |
2 电液束加工工艺实验
2.1 实验平台搭建
为探究镍基高温合金电液束制孔的高效率、高质量加工工艺参数, 搭建的电液束加工系统如图 9所示, 本研究采用第二代镍基单晶高温合金DD6材料, 根据实验要求采用线切割方式将试样切割成厚度为2 mm和5 mm的平板试样。其主要的元素组成及含量如表 4所示。
 |
图9 电液束加工实验设备 |
镍基合金DD6元素含量 %
2.2 不同孔径大小制孔实验研究
针对孔径范围为0.5~1 mm的气膜孔进行了制孔实验。所有气膜孔均采用内径为0.32 mm、外径为0.45 mm的毛细管和直径为0.1 mm的铂丝进行加工, 加工孔深5 mm。加工参数: 加工电压38 V、进给速度0.48 mm/min、电解液压力1 MPa、电解液电导率9.9 S/m。采用光学三维扫描仪对加工小孔的孔径和圆度进行测量。表 5展示了加工后的微小孔形貌数据, 表明孔径大小符合加工要求。
获得孔的尺寸及出入口形貌如图 10所示。对不同孔径的出入口圆度及锥度进行了分析, 如图 11所示。可见, 孔径对加工质量的影响较大。随着孔径的增大, 孔入口圆度呈增大的趋势; 当孔径较小时, 孔出口圆度变化不明显, 但当孔径达到0.9 mm后, 出入口圆度变化显著, 尤其是孔出口形状明显不规则。此外, 孔锥度在孔径达到0.9 mm后也明显增大。
分析表明, 当使用相同尺寸的铂丝和毛细管加工不同孔径的气膜孔时, 如果孔径显著大于毛细管尺寸, 入口及孔中段的加工可以正常进行。然而, 由于孔径远大于毛细管尺寸, 可能在出口处的圆度尚未形成之前便已完全穿透。这时, 射出的液束可能无法与孔出口充分接触, 从而导致加工停止, 进而使得孔的出入口形貌差异显著, 出口的圆度较差, 并且出入口之间的尺寸差距较大, 锥度角也增加。因此, 为了确保孔的加工质量, 应避免孔径与所用玻璃管外径之间的比值过大, 经验建议不应超过1.8倍。在加工孔径较大的气膜孔时, 可以通过增大毛笔玻璃管外径和铂丝直径来减小比值, 从而获得加工质量更好的小孔。图 12为采用内径0.53 mm、外径0.67 mm的毛细玻璃管和直径0.15 mm的铂丝加工出的直径0.9 mm微小孔。与之前相比, 该孔的圆度明显提升。
如图 13所示, 使用光学3D测量仪对孔壁进行扫描, 可以观察到孔侧壁较为光滑, 表面粗糙度测量结果为: 轮廓算术平均偏差1.283 8 μm, 轮廓均方根偏差1.597 1 μm, 轮廓最大高度4.089 3 μm。
不同孔径的微小孔尺寸
 |
图10 不同孔径大小的孔出入口表面形貌及尺寸 |
 |
图11 不同孔径的微小孔孔口圆度和锥度角 |
 |
图12 增加电极尺寸后加工的0.9 mm微小孔 |
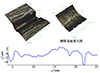 |
图13 孔侧壁三维形貌扫描图 |
3 结论
本文通过仿真分析微小孔动态成形过程, 探究工艺参数对孔径的影响规律, 使用电液束技术对镍基单晶DD6合金试样进行加工实验, 测量并分析加工后微小孔的形貌变化规律, 探索不同孔径微小孔加工工艺, 为实际工艺生产加工提供理论指导。主要结论如下:
1) 在电液束加工过程中, 微小孔的平均孔径会随加工电压和电解液电导率的增加而增大; 随着进给速度的加快而减小。优化参数, 在加工电压38 V、进给速度0.48 mm/min、电解液压力1 MPa、电解液电导率9.9 S/m的条件下成功加工出形貌良好的0.5~1.0 mm的直孔, 表面粗糙度达到1.28 μm。
2) 当目标孔径增大时, 孔口的圆度误差逐渐增大, 当加工目标孔径与毛细管外径比值超过1.8倍时, 会显著影响孔的圆度和锥度。通过增大毛细管直径, 目标孔的圆度得到明显提升。
References
- BIANCHINI C, FACCHINI B, MANGANI L, et al. Heat transfer performances of fan-shaped film cooling holes, Part Ⅱ-Numerical analysis[C]//Proceedings of the ASME Turbo Expo, 2010: 1573–1583 [Google Scholar]
- LI Shifeng, HUANG Kang, MA Husheng, et al. Research progress on design and manufacture technologies of film coolinghole for aeroengine turbine blade[J]. Journal of Engineering for Thermal Energy and Power, 2022, 37(9): 1–11 (in Chinese) [Google Scholar]
- LIU Xinling, TAO Chunhu, LIU Chunjiang, et al. Investigation of processing methods and development of gas holes of engine blade[J]. Materials Review, 2013, 27(21): 117–120 (in Chinese) [Google Scholar]
- HACKERT-OSCHÄTZCHEN M, MEICHSNER G, ZINECKER M, et al. Micro machining with continuous electrolytic free jet[J]. Precision Engineering, 2012, 36(4): 612–619. [Article] [Google Scholar]
- KOZAK J, RAJURKAR K P, BALKRISHNA R. Study of electrochemical jet machining process[J]. Journal of Manufacturing Science and Engineering, Transactions of the ASME, 1996, 118(4): 490–498. [Article] [Google Scholar]
- ZHANG Mingqi, PAN Zhifu, FU Junying, et al. Electro stream machining technology of multi-station[J]. Aeronautical Manufacturing Technology, 2021, 64(9): 22–29 (in Chinese) [Google Scholar]
- PAN Zhifu, FU Junying, ZHANG Mingqi. Study on characteristcs of electro stream machining and controlling technology of hole morphology[J]. Aeronautical Manufacturing Technology, 2020, 63(4): 14–20 (in Chinese) [Google Scholar]
- FENG Rui. Research on machining technology of jet electrolytic milling[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2021 (in Chinese) [Google Scholar]
- JIA Jixin. Research on the machining of micro-holes by electrolytestream drilling based on sodium nitrate[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2011 (in Chinese) [Google Scholar]
- FANG Xiaolong. Research on key techniques of shaped tube electrochemical machining[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2013 (in Chinese) [Google Scholar]
- YU Wentao. Experimental research on manufacturing of tiny structures by electrolyte jet machining[D]. Dalian: Dalian University of Technology, 2013 (in Chinese) [Google Scholar]
- HACKERT-OSCHÄTZCHEN M, PAUL R, MARTIN A, et al. Study on the dynamic generation of the jet shape in Jet electrochemical machining[J]. Journal of Materials Processing Technology, 2015, 223: 240–251. [Article] [Google Scholar]
All Tables
All Figures
|
图1 电液束加工原理示意图 |
| In the text | |
|
图2 仿真模型区域划分 |
| In the text | |
|
图3 网格划分图 |
| In the text | |
|
图4 流体域流线和速度分布图 |
| In the text | |
|
图5 加工区域电场分布图 |
| In the text | |
|
图6 加工电压对微小孔均值半径的影响 |
| In the text | |
|
图7 电解液电导率对微小孔均值半径的影响 |
| In the text | |
|
图8 进给速度对微小孔均值半径的影响 |
| In the text | |
|
图9 电液束加工实验设备 |
| In the text | |
|
图10 不同孔径大小的孔出入口表面形貌及尺寸 |
| In the text | |
|
图11 不同孔径的微小孔孔口圆度和锥度角 |
| In the text | |
|
图12 增加电极尺寸后加工的0.9 mm微小孔 |
| In the text | |
|
图13 孔侧壁三维形貌扫描图 |
| In the text | |
Current usage metrics show cumulative count of Article Views (full-text article views including HTML views, PDF and ePub downloads, according to the available data) and Abstracts Views on Vision4Press platform.
Data correspond to usage on the plateform after 2015. The current usage metrics is available 48-96 hours after online publication and is updated daily on week days.
Initial download of the metrics may take a while.