| Issue |
JNWPU
Volume 43, Number 6, December 2025
|
|
|---|---|---|
| Page(s) | 1217 - 1223 | |
| DOI | https://doi.org/10.1051/jnwpu/20254361217 | |
| Published online | 02 February 2026 | |
Study on pre-tightening force formation and tightening process characteristics of self-locking nut
收口螺母下预紧力形成及拧紧工艺特性研究
School of Mechanical Engineering, Dalian University of Technology, Dalian 116024, China
Received:
11
April
2025
Abstract
The self-locking nut has good seismic and anti-loosening performance and is widely used in the assembly of aero-engine rotor structures. The control accuracy of the pre-tightening force is crucial to the performance of the engine. However, the influence of the self-locking nut on the tightening process is less studied at present. First, the tightening process of the self-locking nut under the machining error is analysed, and the theory and error analysis of the bolt assembly process are carried out. The self-locking nut is closed by means of node offset. The influence of the self-locking nut on the tightening process is simulated and analysed. The results show that the closing nut makes the stress redistribution of the thread and the end face of the nut, from uniform distribution to symmetrical distribution, resulting in stress concentration. Finally, the single bolt tightening test is carried out to explore the influence of the number of tightening cycles on the tightening process parameters, and to provide guidance for the existing tightening process.
摘要
自锁螺母具有很好的抗震防松性能, 广泛应用于航空发动机转子结构装配中, 预紧力的控制精度对于发动机的整机性能至关重要, 而目前自锁螺母对拧紧工艺的影响研究较少。对加工误差下的自锁螺母拧紧过程进行分析, 对螺栓装配工艺进行理论和误差分析; 自锁螺母采用节点偏移的方式实现收口, 仿真分析了自锁螺母对拧紧过程的影响, 结果表明收口螺母使得螺纹及螺母端面应力重分布, 由均匀分布变为对称分布, 出现应力集中; 开展单螺栓拧紧试验, 探究拧紧次数对拧紧工艺参数的影响规律, 为现有的拧紧工艺提供指导。
Key words: finite element analysis / self-locking nut / torque angle method / preload control
关键字 : 有限元分析 / 自锁螺母 / 扭矩转角法 / 预紧力控制
© 2025 Journal of Northwestern Polytechnical University. All rights reserved.
 This is an Open Access article distributed under the terms of the Creative Commons Attribution License (https://creativecommons.org/licenses/by/4.0), which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
This is an Open Access article distributed under the terms of the Creative Commons Attribution License (https://creativecommons.org/licenses/by/4.0), which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
螺纹连接在航空发动机的诸多关键组件装配中应用极为广泛,诸如高压压气机、低压涡轮转子以及高压涡轮转子等部件的装配均离不开螺纹连接技术。在装配过程中,若螺栓预紧力控制未能达到要求,极易引发连接失效问题,对螺栓连接结构的装配质量产生负面影响。这不仅会降低零件之间的紧密程度,削弱密封性能,一旦出现间隙,还会使转子失衡,进而引发振动,甚至可能导致高温高压气体泄漏等严重事故。
自锁螺母由于具备优良的减振防松性能以及可重复使用的特性,在航空发动机装配领域得到了广泛应用[1]。自锁螺母的局部径向尺寸相对较小,在拧紧操作过程中,会对与之配合的螺栓施加径向挤压力,这一挤压力显著增大螺纹副之间的摩擦力,从而有效阻止螺母松动[2]。值得注意的是,自锁螺母的锁紧性能与预紧力控制精度之间存在着紧密的关联。故而,深入剖析自锁螺母对预紧力控制工艺参数所产生的影响,对于研发更为精准的预紧力控制方法而言,具有不可忽视的重要意义。
在预紧力控制方法的研究领域,诸多学者开展了富有价值的工作。Lü等[3]通过建立扭矩平衡方程,成功推导出实际拧紧力矩与预拧紧力矩间的近似关系。
Ganeshmurthy等[4]建立了不平行接触条件的单螺栓拧紧模型,对螺栓拧紧过程进行仿真模拟,最终得出不平行接触条件下,扭矩转角法可靠性低于扭矩法的结论。Yu等[5]通过有限元手段分析了力矩与预紧力之间的关系,指出摩擦因数对其影响显著,而节距、应变指数及弹性模量对其影响较小。Abid等[6]通过构建三维有限元螺栓法兰连接模型,基于扭矩法,研发出一种预紧力控制算法,从而实现预紧力的精确获取。Persson等[7]针对单螺栓连接结构,通过试验分析了不同拧紧工艺下预紧力的分散状况由低到高依次为屈服点控制法、转角法、扭矩法。Zhu等[8]在精确接触模型的基础上,采用3种不同的坐标系建立了扭矩-预紧力理论模型,减少了传统接触压力假设带来的误差,并得到了试验的验证。Marshall等[9]采用超声波测量方法研究螺栓连接的接触压力。试验结果表明,随着螺栓的拧紧,被连接件载荷增大。
自锁螺母松动特性方面,孙景冬等[10]通过试验分析了自锁螺母的收口量、收口方式和收口区壁厚这3种因素作用下预紧力的衰减速度。王立东等[11]对不同收口量下钛合金自锁螺母的锁紧性能进行了分析,研究表明,收口量越小则安装力矩与预紧力之间线性段曲线的斜率越大。在针对螺栓结构建模时,研究人员往往会忽略螺纹结构或者将螺纹简化成对称结构[12],这种建模方法可能会使计算结果不准确。Fukuoka等[13]通过对单层网格的不断复制、合并节点、旋转和平移,得到的螺纹网格质量较高,开发了新的网格划分方法,为相关研究提供了一种新的建模思路与方法。
通过以上分析可知,大多数学者对螺栓拧紧装配工艺的研究集中于拧紧方法的选择以及各个结合面摩擦状态变化对螺栓预紧力的影响。现今,航空发动机连接系统广泛使用自锁螺母,而现阶段普遍使用的扭矩法、扭矩转角法很少考虑自锁螺母的影响。本文通过引入自锁螺母的结构,基于理论分析和仿真模拟的方式对单螺栓拧紧过程预紧力的形成及变形协调关系进行研究。最后,通过开展收口自锁螺母单螺栓拧紧试验对仿真分析的结果进行了验证。
1 螺栓拧紧装配理论
1.1 螺栓预紧力形成机理
拧紧螺栓的力通过紧固力矩控制,对螺纹连接而言,最重要的拧紧参数是预紧力。预紧力的形成是由于拧紧过程中内外螺纹通过旋转使得螺纹面啮合相互挤压摩擦产生的沿螺栓轴向的夹紧力。螺纹面可以近似被认为是斜面模型,螺纹线展开就得到一条斜线,斜线相当于螺纹面;水平面可以认为是被连接件端面;斜面上的物体可以被认为是螺栓螺纹,该物体的重力F可以被认为是螺栓的预紧力, 转动螺母相当于向左移动斜线及水平面之间的梯形。
当梯形向左运动时, 作用在螺纹上的阻力由力F平行于斜面的分力Fsinβ和斜面的摩擦力μs·F·cosβ/cosα组成, α为三角螺纹表面相对于径向的角度。克服螺纹阻力所需的水平力为
 (1)
(1)
式中:μs为螺纹摩擦因数; F为螺栓轴向预紧力; β为螺纹升角。
螺纹扭矩为
 (2)
(2)
式中:d2为螺纹中径。
支撑面的摩擦扭矩可表示为
 (3)
(3)
式中: dw为支撑面等效摩擦直径; μw为支撑面摩擦因数。dw由(4)式表示。
 (4)
(4)
式中:d0为螺母端面外径; dh为被连接件内孔直径。
通过螺纹的几何关系可以推导出
 (5)
(5)
式中, P为螺距。
整理上述公式得到
 (6)
(6)
 (7)
(7)
总输入扭矩为
 (8)
(8)
1.2 自锁螺母下拧紧工艺分析
扭矩法工艺认为拧紧力矩和预紧力之间呈线性关系,通过控制拧紧力矩,即可精确控制预紧力。由(8)式可以看出,拧紧力矩和预紧力之间保持线性关系的前提是螺纹副摩擦因数、支撑面摩擦因数、接触面的等效接触直径等参数不发生变化。实际拧紧的过程中,由于加工误差的存在以及人为操作的影响,摩擦因数等参数会不断发生变化,导致拧紧力矩和预紧力之间难以保持稳定的线性关系。
2 收口螺母单螺栓拧紧有限元分析
2.1 单螺栓拧紧仿真模型建立
如图 1所示,采用Ansys Workbench建立单螺栓连接结构的仿真模型,结构分为螺杆、螺母及3层被连接件。螺母的外表面简化为与实际对角直径相同的阶梯圆柱体,分别为收口部分和主体部分。螺栓几何参数如表 1所示,被连接件内孔径为9 mm,外径为24 mm,上、中、下层被连接件厚度分别为4, 8和4 mm,螺母端面直径为12.8 mm,主体外表面直径为11.1 mm,收口高度为3.7 mm。本研究采用高强度螺栓连接,赋予螺栓GH4738材料属性,赋予螺母GH2132材料属性,赋予被连接件TC4材料属性。螺栓与螺纹过渡区域、螺母与被连接件、螺栓头与被连接件之间等非线性接触问题较复杂,故划分出额外的接触区域,并对网格进行加密处理。为了网格更加均匀,对螺栓、螺母和被连接件进行适当剖分。
螺母收口部分采用几何建模的方法比较困难,本文采用螺栓节点偏移的方法。首先建立无收口的几何模型(此时收口位置是1个正圆),在网格绘制结束之后,对收口位置的节点进行偏移,通过输入收口的长轴长度和短轴长度,使其组成1个椭圆形收口。偏移后的收口位置螺纹线如图 2所示,螺栓线通过收口的节点偏移算法,使其从圆到椭圆平滑过渡。
建立完自锁螺母后,在Ansys Workbench中再建立与之配合的螺栓网格模型,包括MJ螺纹紧公差螺栓、MJ螺纹十二角自锁螺母和被连接件,根据航空发动机压气机安装边的尺寸、层数将被连接件简化成直径相同、厚度不同的多层圆柱体,螺栓螺纹尺寸参考GJB 3.1A—2005 MJ螺纹,螺纹尺寸如表 1所示。
根据螺栓和螺母的尺寸建立单螺栓仿真几何模型,并对模型进行参数化,使其适用于不同组的单螺栓分析。图 3为单螺栓模型接触及边界设置,通过转角控制实现拧紧。
接触设置:螺栓和螺母螺纹之间的接触面选择摩擦接触,摩擦因数设置为0.1,可以根据需要修改。螺母端面和被连接件之间选择摩擦接触,摩擦因数设置为0.1,可以根据需要修改。被连接件之间在螺栓拧紧过程中相对位置不发生变化,因此被连接件之间采用绑定连接。螺栓头和被连接件同样在拧紧过程中不发生相对位置变化,同样采用绑定连接。
约束条件:对多层被连接件最中间一层的侧面施加固定约束,保证模型完全约束的同时对螺栓连接的应力锥影响最小。螺母的初始位置和被连接件之间留有一定的缝隙,一是为了通过这一阶段的空拧获得自锁螺栓的自锁力矩,二是为了给被连接件的表面形貌留出一定的空间。
 |
图1 有限元网格划分 |
MJ8×1-4h6h型号螺栓螺纹尺寸表 mm
 |
图2 MJ螺纹十二角自锁螺母收口位置螺纹线云图 |
 |
图3 有限元模型接触及边界设置 |
2.2 单螺栓拧紧有限元仿真结果分析
图 4为拧紧过程完成后收口螺母非收口侧、收口侧螺纹接触应力分布云图。由图 4可见,收口侧的螺纹应力更集中于收口部位,螺母侧面应力较大,原因主要是拧紧过程中螺母收口部分受到螺栓螺纹的径向挤压,收口部分发生变形,螺母端面也因此发生变形,导致螺母端面由平面变成马鞍面,因此螺母端面和被连接件端面是收口侧先接触,非收口侧后接触,这就导致螺母的收口侧会受到更大的应力。通过有限元仿真可知,收口螺母在轴向预紧力作用下表现出显著的载荷分布差异性,收口螺母末端形成的径向压缩量,会产生持续的接触压力,塑性变形改变了螺母的轴向刚度分布,使各圈螺纹的刚度更为均衡,且收口部位的塑性流动改善了螺纹副的接触状态。
图 5所示为拧紧过程完成后非收口及收口模型的螺栓受压侧螺纹接触应力分布云图。由图 5可见非收口螺母模型下的螺纹应力分布更均匀,集中在靠近螺母端面一侧。收口螺母模型下的螺栓螺纹应力分布不均,可以看出应力小的位置刚好是螺母收口侧,因此可推测应力分布不均是由于收口螺母受力变形改变了收口侧螺纹的接触状态。越接近被连接件端面,螺纹的应力越大,每一圈螺纹都承担一部分载荷。
图 6所示为非收口模型和收口模型被连接件端面应力分布,可以看出非收口模型应力均匀分布,而收口模型应力对称分布,应力集中率先出现在螺母端面的收口侧。
图 7为螺栓拧紧特性曲线,图 7a)为输入转角与预紧力曲线,由于自锁螺母的影响,系统的连接刚度发生变化,在收口模型拧紧仿真中,曲线出现了非线性段,当到达一定轴向载荷时,螺纹连接刚度趋于线性,此时轴向载荷值称为贴合预紧力。图 7b)为输入扭矩与预紧力曲线,自锁螺母的存在导致初始拧紧阶段预紧力为0时,收口模型的输入扭矩不为0,这个输入扭矩为收口螺母带来的自锁力矩,收口模型和非收口模型的扭矩-预紧力关系均为线性,收口模型曲线斜率略高于非收口模型,应该是螺母收口改变了螺纹之间的接触状态所导致。
 |
图4 螺栓节点应力云图 |
 |
图5 螺纹接触应力分布云图 |
 |
图6 端面应力分布云图 |
 |
图7 非收口模型与收口模型的拧紧特性 |
2.3 收口量对拧紧工艺的影响
本节通过建立收口量参数化仿真组,加载条件与边界条件不变,研究高、中、低3种收口量对单螺栓拧紧过程的扭矩-预紧力关系的影响。拧紧加载为转角控制,加载转角为80°。
为了研究收口量对扭矩转角法工艺参数的影响,绘制拧紧过程扭矩-预紧力-转角关系曲线,如图 8所示。预紧力为0时的扭矩为自锁力矩,由图 8a)可知,随着收口量增大,自锁力矩逐渐增大,扭矩-预紧力的关系近似呈线性,3条曲线的斜率一致。同一扭矩下,不同收口量条件下预紧力有较大偏差,说明收口量的大小对扭矩法拧紧的影响较大,因此加工误差导致螺母收口量不一致是扭矩法预紧力离散的原因之一。对于扭矩转角法工艺参数而言,收口量越大,贴合预紧力越小。由图 8b)可知,拧紧过程中自锁螺母收口部分径向受压发生弹性形变,导致螺母端面也发生变形,由平面变为马鞍面,使得螺母端面和被连接件端面先是局部接触之后完全接触,因此转角-预紧力关系曲线存在非线性段。收口量越大,非线性段越长。线性段的斜率反映了系统的刚度,由图 8c)可知,收口量越大,刚度越小。图 8d)为扭矩转角法工艺转角阶段,以中收口量扭矩转角法工艺作为参考,收口量越大,最终预紧力越大,且收口量的改变对扭矩转角法控制精度的影响较大。
取中收口量拧紧力矩为10 Nm的预紧力作为目标预紧力,大小为11.08 kN。扭矩法拧紧下的预紧力离散小于扭矩转角法的预紧力离散度,说明收口量的改变对扭矩法拧紧工艺的影响较小。
 |
图8 单螺栓拧紧过程扭矩-预紧力-转角曲线 |
3 试验结果与讨论
3.1 螺栓拧紧试验装置及方法
图 9为螺栓拧紧试验台原理图,主要由电动拧紧轴、信息采集系统、试验件组成。试验台搭载2种传感器: 通过动态扭矩传感器测量拧紧轴的输入扭矩;通过超声预紧力传感器测量螺栓的拧紧预紧力的过程值。试验采用2个传感器利用超声传感器采集系统采集,扭矩为模拟量输入。
在螺纹上涂覆润滑脂进行拧紧试验,试验输入扭矩大小与目标扭矩(22 Nm)一致,进行拧紧后,记录信息系统输出的输入扭矩和轴向预紧力。图 10为螺栓拧紧试验件实物图。
由图 11可知,螺栓拧紧的过程中,转角-预紧力关系先呈现非线性,后恢复线性,试验非线性段比仿真非线性段长的原因可以解释为加工误差使得拧紧过程中螺母端面与被连接件端面完全贴合所需的转角更长。试验所示线性段的斜率比仿真所示线性段的斜率低,应是加工误差导致的系统刚度下降。
 |
图9 螺栓拧紧试验台原理图 |
 |
图10 螺栓拧紧试验件实物图 |
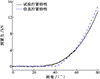 |
图11 拧紧试验转角-预紧力关系曲线 |
3.2 拧紧次数对拧紧工艺的影响
将试验螺栓在同一试验条件下重复拧紧4次,获得拧紧过程输入扭矩-预紧力-转角之间的关系图,由图 12可以看出,第1次拧紧时自锁力矩最大,第2次拧紧自锁力矩有显著减小,第3次和第4次拧紧虽然自锁力矩有所减小,但是减小幅度很小,基本可以确定自锁力矩大小随着拧紧次数的增加趋于稳定。因此扭矩转角法工艺参数设计试验应先使试验螺栓经过多次拧紧拧松再进行试验, 这样可有效避免因拧紧次数导致的扭矩转角法工艺参数不准确。由图 12a)转角-预紧力曲线可以看出,自锁力矩越大,非线性段越长,线性段斜率越小,即系统刚度越小,与仿真结果一致。
 |
图12 拧紧次数对拧紧特性的影响 |
4 结论
本文建立了包含收口过程和装配过程的收口螺母拧紧有限元仿真模型,并以航空发动机自锁螺母连接对象为研究对象,研究了收口螺母对扭矩转角法工艺的影响规律,主要结论如下:
1) 仿真中收口模型和非收口模型对比,收口模型螺纹应力主要集中于远离螺母端面的位置,非收口模型螺纹应力集中于靠近螺母端面位置,且螺纹应力分布更加均匀;收口模型拧紧时被连接件端面应力分布不均匀,出现对称分布的现象,重复拧紧可能会加剧接触面之间的磨损。
2) 仿真中分析收口量对拧紧过程的影响,发现收口量越大,自锁力矩越大,对扭矩法拧紧工艺的影响主要体现在自锁力矩,收口量越大,扭矩法的预紧力越小,系统刚度越小。收口量对扭矩-转角法的影响主要体现在自锁力矩影响贴合扭矩的选取,系统刚度对工艺转角的选取也有影响,因此收口量对扭矩转角法的影响较大。
3) 试验中分析拧紧次数对拧紧过程的影响,得出仿真结果和试验结果一致,验证了自锁螺母拧紧时的曲线规律,同时验证了收口量对拧紧过程的影响,发现拧紧次数越多,自锁力矩越小,后趋于稳定,建议先重复拧紧再进行工艺拧紧来降低预紧力离散。
References
- GONG Hao, LIU Jianhua, FENG Huihua. Research review on loosening mechanisms and anti-loosening methods of threaded fasteners[J]. Journal of Mechanical Engineering, 2022, 58(10): 326–347 (in Chinese) [Google Scholar]
- ZHANG Yupeng. The development of self-locking TC16 titanium alloy nuts for aerospace industry[D]. Harbin: Harbin Institute of Technology, 2016 (in Chinese) [Google Scholar]
- LYU C, LIU A, LIU D, et al. Study on the load conversion of bolt-nut fasteners between tightening and service conditions[J]. Experimental Techniques, 2021, 1: 1–4 [Google Scholar]
- GANESHMURTHY S, NASSAR S A. Finite element simulation of process control for bolt tightening in joints with nonparallel contact[J]. Journal of Manufacturing Science and Engineering, 2014, 136(2): 021018. [Article] [Google Scholar]
- YU Q, ZHOU H, WANG L. Finite element analysis of relationship between tightening torque and initial load of bolted connections[J]. Advances in Mechanical Engineering, 2015, 7(5): 1–8 [Google Scholar]
- ABID M, KHAN A, NASH D H. Optimized bolt tightening strategies for gasketed flanged pipe joints of different size[J]. International Journal of Pressure Vessels & Piping, 2016, 139(3): 22–37 [Google Scholar]
- PERSSON E, ROLOFF A. Ultrasonic tightening control of a screw joint: a comparison of the clamp force accuracy from different tightening methods[J]. Journal of Mechanical Engineering Science, 2015, 230(15): 2595–2602 [Google Scholar]
- ZHU L, HONG J, JIANG X. On controlling preload and estimating anti-loosening performance in threaded fasteners based on accurate contact modeling[J]. Tribology International, 2016, 95: 181–191. [Article] [Google Scholar]
- MARSHALL M B, LEWIS R, DWYER-JOYCE R S. Characterisation of contact pressure distribution in bolted joints[J]. Strain, 2006, 42(1): 31–43. [Article] [Google Scholar]
- SUN Jingdong, ZHENG Dongmei. Various influence on locking torque descent rate of GH738 self-locking nut[J]. Aviation Manufacturing Technology, 2020, 63(12): 87–91 (in Chinese) [Google Scholar]
- WANG Lidong, LIU Fenglei, ZHAO Qingyun. Influence of crimping dimension on locking properties of titanium alloy self-locking nut[J]. Aviation Manufacturing Technology, 2017(23/24): 79–87 (in Chinese) [Google Scholar]
- VERWAERDE R, GUIDAULT P A, BOUCARD P A. A nonlinear finite element connector for the simulation of bolted assemblies[J]. Computational Mechanics, 2020, 65(4): 1531–1548 [Google Scholar]
- FUKUOKA T, NOMURA M. Proposition of helical thread modeling with accurate geometry and finite element analysis[J]. Journal of Pressure Vessel Technology, 2008, 130: 011201. [Article] [Google Scholar]
All Tables
All Figures
|
图1 有限元网格划分 |
| In the text | |
|
图2 MJ螺纹十二角自锁螺母收口位置螺纹线云图 |
| In the text | |
|
图3 有限元模型接触及边界设置 |
| In the text | |
|
图4 螺栓节点应力云图 |
| In the text | |
|
图5 螺纹接触应力分布云图 |
| In the text | |
|
图6 端面应力分布云图 |
| In the text | |
|
图7 非收口模型与收口模型的拧紧特性 |
| In the text | |
|
图8 单螺栓拧紧过程扭矩-预紧力-转角曲线 |
| In the text | |
|
图9 螺栓拧紧试验台原理图 |
| In the text | |
|
图10 螺栓拧紧试验件实物图 |
| In the text | |
|
图11 拧紧试验转角-预紧力关系曲线 |
| In the text | |
|
图12 拧紧次数对拧紧特性的影响 |
| In the text | |
Current usage metrics show cumulative count of Article Views (full-text article views including HTML views, PDF and ePub downloads, according to the available data) and Abstracts Views on Vision4Press platform.
Data correspond to usage on the plateform after 2015. The current usage metrics is available 48-96 hours after online publication and is updated daily on week days.
Initial download of the metrics may take a while.