| Issue |
JNWPU
Volume 42, Number 5, October 2024
|
|
|---|---|---|
| Page(s) | 857 - 865 | |
| DOI | https://doi.org/10.1051/jnwpu/20244250857 | |
| Published online | 06 December 2024 | |
Review on microstructure and properties of joints welded by using high-energy beam
高能束流焊接接头组织性能研究现状
1
Xi’an Aerospace Engine Co. Ltd, Xi’an 710100, China
2
School of Materials Science and Engineering, Northwestern Polytechnical University, Xi’an 710072, China
Received:
1
August
2023
Abstract
Due to the advantages of small deformation, high energy density and welding efficiency, the high-energy beam welding technology has played an important role in aerospace, rail transportation and other advanced manufacturing fields. The existing study shows that the high-energy beam welding could realize high-quality joining of similar/dissimilar materials, such as superalloy, titanium alloy, high-entropy alloy, aluminum alloy and others. The development and physical process of two representative technologies, electron beam welding and laser welding, are briefly introduced. The study on the microstructure feature and mechanical property as well as the effect of the post-weld heat treatment for the two processes are mainly discussed.
摘要
高能束流焊接凭借能量集中、焊接变形小、效率高等特点在航空航天、轨道交通等先进制造领域具有重要地位。目前, 高能束流焊接技术能够实现高温合金、钛合金、高熵合金、铝合金等同质/异质材料的高质量连接。根据携带能量的粒子不同, 高能束流可分为激光束、电子束和等离子束。以激光焊和电子束焊为典型代表, 基于现有研究简述了2种焊接技术的发展历程和工作原理, 重点讨论了同质或异质材料连接, 包括接头组织与性能特征以及焊后热处理的影响等相关研究工作。
Key words: electron beam welding / laser welding / microstructure and mechanical property / homogeneous or heterogeneous materials
关键字 : 电子束焊 / 激光焊 / 组织性能 / 同质或异质材料
© 2024 Journal of Northwestern Polytechnical University. All rights reserved.
 This is an Open Access article distributed under the terms of the Creative Commons Attribution License (https://creativecommons.org/licenses/by/4.0), which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
This is an Open Access article distributed under the terms of the Creative Commons Attribution License (https://creativecommons.org/licenses/by/4.0), which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
随着先进制造领域的快速发展, 传统电弧焊接技术难以满足高效优质连接需求, 高能束流焊接以高能束粒子携带的能量作为热源与材料作用, 使基体快速熔化并迅速冷却从而实现焊接。相较于电弧焊(能量密度约3×102~105 W/cm2), 高能束流焊接的能量密度高达105~109 W/cm2, 其中高能束流可由单一的电子、光子和离子或者2种以上的粒子组合而成[1]。目前, 电子束焊和激光焊是2种主要的高能束焊接方法, 其共性特点包含: 聚焦成斑集中指向焊件局部区域, 能量密度高, 焊接速度快, 焊接热输入相对较低, 从而导致接头热影响区范围较窄, 同时由于熔合区冷却速度较快致使接头具有良好力学性能[2], 对于难熔材料、活泼性金属均可以实现高质量焊接, 使其在民用工业与军工业的多个领域已有应用, 是重要的先进制造技术。
基于现有研究, 高能束流焊接技术可用于铝合金、高温合金、不锈钢、钛合金以及异种金属材料连接。目前关于高能束流焊接的研究已经得到诸多开展, 在工艺实现与技术改进等方面取得了重要的成果, 通过工艺参数优化、焊前或焊后处理手段, 可以得到焊缝成形良好、无宏观缺陷、组织细化以及力学性能优良的焊接接头[3–5]。黄健康等[6]通过调整脉冲激光焊接工艺参数, 实现了锆基非晶合金(Zr44Ti11Ni10Cu10Be25)的对接熔焊, 获得了良好的熔焊接头。刘光银等[7]采用传统埋弧焊方法进行异种金属焊接, 需要在耐热钢一侧预边堆焊2~3 mm厚的过渡层, 通过调整结合区组织以及碳浓度迁移实现耐热钢和奥氏体不锈钢异种钢的焊接。而高能束流焊接技术凭借着高能量密度、低热输入, 可以通过控制焊接工艺参数实现异种金属连接。高能束流焊接以其高能量密度、高精度控制和高效操作, 能够实现构件的全方位加工, 在先进技术领域甚至国防科技发展中具有重要作用。本文主要针对电子束焊与激光焊接头组织性能相关研究进行介绍, 以期为后续研究工作提供参考。
1 电子束焊
1.1 发展与工作机理
电子束焊(electron beam welding, EBM)利用加速和聚焦的电子轰击待焊材基体表面使金属熔化形成焊接接头, 具有热影响区小、加热功率密度大、焊接变形小等特点。该技术于1948年首次被德国物理学家K H Steigerwald提出, 而后成功被法国原子能研究机构应用于核反应堆燃料外壳焊接。随着长期的研究与发展, 在21世纪初Banhart采用电子束焊实现了直径为15 nm碳纳米管的焊接, 标志着电子束微焊接技术的实现, 对其实际工程应用具有重大的影响[8]。相较于传统电弧焊(深宽比一般难以达到2∶1),电子束焊接头的深宽比一般在5以上, 极大地节省了能量与填充材料, 在航天航空制造领域得到广泛应用, 例如美国F-22战斗机、欧洲2000型战斗机机体的部分承力结构、欧洲四国合作研制的EJ200发动机第三级风扇钛合金整体叶盘等[9]。此外, 在汽车制造领域, 变速器齿轮、发动机、底盘以及热交换器等部位均有电子束焊接技术的应用。
依据束流调制形式, 电子束焊可分为连续束流式和脉冲束流式。在同样的焊接平均功率下, 脉冲电子束能产生较高的金属蒸发率, 从而提高焊接效率、改善焊缝质量、增加焊缝深宽比(达到50∶1)。此外, Nair等[10]在7 mm-AA2219铝合金连续束流和脉冲束流电子束焊接研究中发现, 脉冲束流在保证焊透的同时较大程度上降低了焊接热输入, 同时加快了熔池的冷却速度, 能够有效抑制枝晶长大, 获得更为细化的晶粒, 提升焊缝品质。同样地, 北京航空航天大学基于自主研发的脉冲电子束焊接平台开展了TC4焊接研究, 发现保持相同焊透性条件下, 脉冲束流比连续束流所需热输入少[11]。范霁康等[12]则采用高斯面热源与圆锥体热源的组合热源对3 mm-TC4钛合金薄板脉冲电子束焊接温度场进行仿真研究, 模拟结果与试验结果吻合良好(见图 1), 并发现由于温度脉冲作用加快了熔池的冷却。因此, 脉冲电子束焊接技术将可能是进一步提高航空、航天工业中特殊结构材料和关键零部件焊接质量的有效方法, 具有重要的工程应用价值[13]。
1.2 同质或异质材料焊接
新型铝锂合金由于其密度低、比强度高、抗疲劳性能以及耐腐蚀性能好等特性在航空航天工业领域中得到了广泛应用。Sahul等[14]对4 mm-AW2099铝锂合金电子束焊接头的微观组织和力学性能展开了研究。焊缝区以α-Al枝晶为主, 相比于母材, 其位错密度大幅降低, 仅局部存在较高位错密度。二次析出相在枝晶间更容易形成, 能够观察到β-AlLi相和γ-Al2Li3相的电子衍射斑点(见图 2)。纳米压痕硬度结果表明, 尽管等轴非枝晶区(non-dendritic equi-axed zone, EQZ)晶粒发生细化, 但是由于强化相溶解, 仍是接头最薄弱区。Chen等[15]在双面激光焊铝锂合金接头原位观察中发现, EQZ由于微孔缺陷导致微区软化成为裂纹萌生与扩展区域。
Peng等[16]为了评估(NiCoCr)94Al3Ti3中熵合金焊接性, 采用加速电压150 kV, 电流6.5 mA, 焊接速度600 mm/min, 真空度8×10-3 Pa开展电子束焊试验, 结果表明(NiCoCr)94Al3Ti3接头在室温下具有良好的强塑性, 焊缝区组织以非对称的柱状晶为主。KAM结果表明焊后退火处理能够降低残余应力, 但是由于处理时间较短, 位错湮灭不显著, w1(焊前热处理), w2(焊前+焊后热处理), w3(焊后热处理)接头位错密度相差不大。但是焊后处理促进了焊缝区孪晶生成, 因此Σ3n CSL晶界比例在w2和w3接头中明显提高。同时, w2和w3接头中由于L12型纳米颗粒析出相, 阻碍了位错运动从而增强了焊缝区的性能, 因此w2和w3接头焊缝区维氏硬度明显增大(见图 3)。张菁丽等[17]同样研究了焊后热处理工艺对电子束焊接头组织性能的影响, 发现Ti650接头经过1 010 ℃/1.5 h WC+650 ℃/2 h AC处理后, 焊缝中亚稳态马氏体α′相转变成α相, 发生了明显粗化并且呈片层状分布在基体上。片层间还能观察到大量短针状α相, 这种片层α相与次生短针状α相交错分布的结构能够阻碍裂纹扩展, 有效提高了焊缝强度且未造成塑性降低。
Yu等[18]采用不同工艺参数对50 mm厚TC18钛合金进行真空电子束焊接, 研究了接头的组织特征与冲击韧性。结果表明, 焊缝区为粗等轴/柱状β晶粒, 平均直径/宽度大于100 μm。热影响区α相的体积分数随着与焊缝区距离的减小而减小, 直到完全溶解进β相。β晶粒尺寸和β晶界上未溶解/沉淀的细α晶粒是影响冲击韧性的2个主要因素。Liu等[19]研究了TC25G钛合金电子束焊接头微观组织演变, 在焊缝区中, 由于焊接速度快, 柱状β晶表现出{001}〈100〉立方织构。接头热处理后形成4种α板条。Sun等[20]利用微观组织演变和原位拉伸, 揭示了Ti-6Al-4V钛合金电子束焊接接头的拉伸行为和断裂机理。接头焊缝区为针状马氏体α′相, 热影响区为束状α相和针状α′相。焊缝区的晶粒尺寸最小, 小角晶界数量最多, 变形孪晶数量较多, 其抗拉强度最高。位错在针状α′相界或α/β界面堆积, 形成位错环, 位错环是微孔的成核位置。焊接接头断裂包括3个过程: 微孔的成核和生长、微孔形成微裂纹以及微裂纹的生长和扩展引起的断裂(见图 4)。
Ni3Al基高温合金在熔焊过程中容易产生裂纹, 影响接头强度。针对这一问题, Sun等[21]采用镍基718合金作为焊丝, 对Ni3Al基高温合金进行电子束填丝焊接。结果表明, 采用填丝焊接工艺, 接头未出现裂纹缺陷, 抗拉强度达到1 070 MPa, 比母材高32.5%。焊缝区组织呈现树枝晶特征, 大量的γ′相和碳化物分布在γ基体上。焊缝区的显微硬度(约420 HV)高于基体金属(约370 HV)。Gao等[22]研究了镍基718高温合金电子束焊接接头的微观组织与高温力学性能。在完全焊透的接头中, 焊接中心的顶部和底部区域保留着树枝晶, 中部区域出现柱状晶。在650℃条件下, 接头的抗拉强度、屈服强度分别达到1 100 MPa, 800 MPa, 延伸率为18%。
此外, 异种材料结构能够实现多种材料优异特性的组合, 满足了结构功能多样性要求, 具有更高的生产灵活性以及技术经济价值, 在工业生产领域具有广阔前景。因此, 异种材料的可靠连接尤为重要。电子束焊接作为一种高效焊接方法, 在异种材料连接上同样展现出显著优势[23]。彭迟[24]开展了304不锈钢/3A21防锈铝合金异种金属电子束焊熔焊机理研究, 发现热输入对界面形貌有很大影响。接头强度可达到铝母材的87%, 并于铝合金侧的热影响区断裂, 此外接头硬度分布受到截面形貌影响, 两侧熔化区硬度差异较大, 界面区域硬度值最大。而胡美些[25]基于铜钢之间可以形成金属键且铜铝具有一定相容性的思路, 采用铜箔作为中间层成功实现了2 mm-Q235钢和2 mm-6061-T6铝合金电子束焊接, 表面质量得到有效改善且工艺裕度更大。由于304不锈钢具有更高的导热率, 冷却速率更大导致晶粒未充分长大, 尺寸相对较小。相比于熔合区, 两侧热影响区(HAZ)和母材晶粒均为尺寸较小的等轴晶粒, (NiCoCr)94Al3Ti3侧HAZ晶粒尺寸较母材有明显增大, 而304不锈钢侧HAZ晶粒尺寸变化并不明显。Sokkalingam等[26]采用电子束焊接得到同样实现了无缺陷的2 mm-Al0.1CoCrFeNi高熵合金/2 mm-304不锈钢异种金属电子束焊接头, 接头强塑性接近Al0.1CoCrFeNi母材, 断裂在Al0.1CoCrFeNi侧, 优于氩弧焊接头(断裂于熔合区)。
2 激光焊
2.1 发展与工作机理
自二十世纪六十年代激光问世后被快速应用到焊接领域, 即激光焊(laser welding, LW), 由于其焊接变形小、深宽比大、效率高、不受磁场影响且自动化程度高等优点迅速被各工程领域应用。区别于传统焊接和电子束焊, 激光焊接是以高能量密度的激光作为热源, 通过激光器激发将光子的能量转移到待焊工件表面实现加热与熔化[27]。
根据熔深和作用机制的不同, 激光焊可分为热导焊和深熔焊2种模式, 如图 5所示[28]。热导焊模式下, 激光功率密度一般不超过106 W/cm2, 且金属材料没有蒸发, 通常焊缝的深宽比不超过0.5。尽管热导焊可以获得良好的焊缝表面和均匀的焊道, 但是热传导时存在大量的能量浪费并且可能导致焊缝相邻区域的组织发生变化, 实际工艺效率并不高。激光深熔焊的深宽比远超过0.5, 功率密度在106~107 W/cm2范围内, 在如此高的能量密度下, 局部材料迅速熔化、蒸发, 在金属蒸汽的反作用力下熔池会产生“匙孔”, 激光进入小孔并在孔壁上反射, 从而提高了激光吸收率, 当匙孔稳定形成时, 材料的吸收率明显增强, 从而显著提高焊接效率。
2.2 同质或异质材料焊接
Xu等[29]采用激光焊接成功实现了1.2 mm-DP980双相不锈钢连接, 并对比了单道焊和多道焊对接头疲劳性能的影响。图 6为接头横截面组织形貌, 由于光纤激光光束尺寸较小, 能量密度相对更高, 接头热影响区(0.4 mm)和熔合区(0.5 mm)宽度均明显小于采用二极管激光获得的接头。Chowdhury等[30]在2 mm-AZ31B镁合金激光焊接研究中发现类似现象。同时由于光纤激光更高的焊接速度, 热输入相对小, 热影响区中回火马氏体(过饱和碳以过渡碳化物的形式脱熔与淬火马氏体形成复相组织)数量要少于二极管激光接头, 并且冷却速度足够快从而在熔合区观察不到贝氏体(见图 6d))。
由于接头微观组织受峰值温度以及加热和冷却速率影响, 而激光焊热循环过程主要由激光功率和焊接速度控制, 因此Ahn等[31]探索了激光功率、焊接速度以及激光焦点位置对2 mm-Ti-6Al-4V接头组织性能的影响。结果表明, 降低激光功率或提高焊接速度会导致焊缝中马氏体与原始β晶粒变细, 而增加激光功率或降低焊接速度会得到针状马氏体和相对粗大的原始β晶粒, 以及形成扩散转变组织, 例如针状α和晶界α相, 而在焦点位置范围内接头组织未受到显著影响。此外, 部分学者对高熵合金激光焊接性进行了研究, Nam等[32]针对铸造和轧制高熵合金, 采用Nd∶YAG激光器, 功率为3.5 kW, 光束直径为300 μm, 焦距为304 mm, 焊接速度为6~10 m/min实施焊接。所有焊接工艺下, 接头成形良好、无宏观裂纹, 仅观察到少量缩孔, 且其体积分数随着焊接速度的增加而减小。铸造高熵合金接头强度与母材相近, 其断裂位置均位于热影响区和母材附近(见图 7a)), 归因于焊缝金属具有更大的硬度和尺寸更小的枝晶。轧制高熵合金接头强度要弱于母材, 且随着焊接速度增加, 枝晶尺寸与缩孔体积分数减小, 接头拉伸强度得到一定的增强, 焊缝中尺寸较大的枝晶组织是导致轧制高熵合金接头断裂于焊缝中心的主要原因(见图 7b))。由于激光焊焊后冷却速度相对较快, 熔池快速凝固, 除气孔缺陷外, 还伴随有脆化风险。
在异质金属连接中, 由于基体间热物理差异较大, 采用传统熔焊方法实现异质金属连接一直存在很大的挑战, 如铝/钢、铜/钢、钛/钢等。界面金属间化合物是实现异质金属有效连接的关键, 但是金属间化合物的过度生长通常会恶化焊接接头的性能, 因此必须控制界面金属间化合物的生长[33–34]。激光焊由于高能量密度与高焊接效率, 相比传统熔焊方法能够更好地控制界面处冶金反应时间, 从而控制金属间化合物的生长。图 8为激光功率在3.0 kW/2.5 kW连接界面厚度方向上不同位置处的微观组织, 金属间化合物层均存在η-Fe2Al5和θ-Fe4Al13相, 但是组织形貌与分布上有较大的差别。在3.0 kW高激光功率下, 由于高能量的输入, 界面处η-Fe2Al5层相对较厚且无规则, 大尺寸的针状θ-Fe4Al13相也相对较多。θ-Fe4Al13相是上层金属间化合物层中的主要成分, 而η-Fe2Al5相在界面中部和下部的金属间化合物层中占主导地位。
Chen等[36]则研究了0.1 mm厚Ni中间层对1 mm厚铝/钢激光焊接头界面微观组织的影响, 发现整体形貌无明显差异, 但是添加Ni箔片增强了界面冶金反应, 反应区范围增大。添加Ni中间层后, 界面反应层由FeAl和FeAl3转变为Al0.9Ni1.1和FeAl3, 由于Ni箔与铝熔池反应界面处存在富Ni区, 这些富Ni区有利于提升接头强度。Chen等[37]则在DP980双相钢和1.5 mm-A6061铝合金间添加100, 200, 300 μm不同厚度的Cu箔, 研究Cu含量对铝/钢接头组织性能的影响。结果发现, 随着Cu箔厚度增加, 焊缝中Cu含量增多, Cu会促进δ相向γ相转变, 而γ相的强化效果强于δ相。同时Cu箔厚度与界面金属间化合物层厚度呈负相关, 在Fe-Al金属间化合物中Cu会取代Fe, 抑制Fe和Al之间互扩散, 所以更高含量的Cu有利于降低金属间化合物的脆硬性并控制其厚度改善整体接头的性能, 添加300 μm Cu箔焊接接头的剪切抗拉强度增加到45 MPa, 比原始焊接接头高约7%(见图 9)。
此外, Oliveira等[38]采用激光焊实现了1.5 mm-CoCrFeMnNi高熵合金和1.6 mm-316不锈钢连接, 由于能量密度集中, 熔合区尺寸较窄, 仅200~400 μm, 一定程度上限制了晶粒组织的生长。但是与传统电弧焊相同, 熔合区晶粒依然呈现粗大柱状晶特征, 成为接头失效区域。经分析, 熔合区内组织为FCC结构的单一相, 归因于母材的相互混合且不存在成分偏析, 发生了一定的固溶强化所以其硬度值在母材硬度范围内。热影响区则受热循环影响形成等轴组织, 硬度略有提升。接头强塑性略低于316不锈钢, 变形主要集中在熔合区与316钢侧, 高熵合金变形很小, 存在变形不相容。因此, 如何提升接头各区域协同变形能力以提高接头力学性能是后续研究方向。Adomako等[39]同样发现由于熔合区与母材存在较大硬度差异, 变形在熔合区累积, 尽管断口存在细小的韧窝特征但是整体塑性不高。基于此, 探究了焊后热处理对接头组织性能的影响, 结果表明热处理后母材与焊缝硬度均降低, 尤其高熵合金侧, 归因于再结晶和晶粒生长。相比焊态, 焊后热处理接头塑性提升了20%, 强度存在轻微下降。图 10为应变硬化速率曲线, 可以看出焊态接头初始应变硬化速率很高, 随着应变的增加快速下降, 表明接头具有较低的塑性。而热处理后, 初始加工硬化率要低于焊态接头, 在应变超过4%后, 应变硬化率高于焊态接头直到接头失效, 证实了接头塑性的提高。
综上, 激光焊接技术可以实现同种材料和异种材料的焊接, 尤其是钛合金和镍基高温合金的激光焊接头性能较高。在异种材料方面, 激光焊可以有效控制金属间化合物的生成, 提高接头质量。
3 结论
1) 高能束流焊接技术具有高效、高精度的特点, 是现代先进制造技术之一, 在诸多领域有着广泛应用, 适用于钢、铝、钛、高温合金和高熵合金等各种同质/异质金属连接。其中, 高熵合金由于多元高熵效应具有良好的焊接性, 将成为重点研究方向。
2) 目前高能束流焊接的研究热点主要集中在异质合金连接方面。相比于传统电弧焊, 高能束流焊接热输入小、效率高, 能够有效抑制金属间化合物层的生成, 因而针对不同的异质结构应当建立起合理的焊接工艺窗口。
3) 能量束偏置、添加中间层以及合理的焊后热处理等方法能够进一步控制金属间化合物层的生长从而强化接头。因此, 探索新型的复合能场制造工艺, 研究复合能场对接头组织性能的影响规律也将是后续研究的重点。
References
- LI Yajiang, WANG Juan, PUCHKOV P U. Application and development of advanced welding technology by high-energy density beam[J]. Aeronautical Manufacturing Technology, 2011, 8: 38–41 (in Chinese) [Google Scholar]
- VOONNA B T, ANGARA S S, VAVILAPALLI J S, et al. Some studies of nanoparticle properties for dissimilar materials on the surface features created by EBW and LBW[J]. Materials Today: Proceedings, 2021, 46: 7271–7283 [Article] [CrossRef] [Google Scholar]
- ZHANG P, JIA Z, YU Z, et al. A review on the effect of laser pulse shaping on the microstructure and hot cracking behavior in the welding of alloys[J]. Optics and Laser Technology, 2021, 140: 107094 [Article] [NASA ADS] [CrossRef] [Google Scholar]
- WANG Z J, YIN F, LI Y W, et al. Investigation on joining high borated stainless steels through electron beam welding technology[J]. Journal of Materials Processing Technology, 2022, 302: 117489 [Article] [CrossRef] [Google Scholar]
- LI Zhiqiang, CHEN Wei. Application of high-energy beam processing technology in aviation[J]. Acta Aeronautica et Astronautica Sinica, 2022, 43(4): 54–66 (in Chinese) [Google Scholar]
- HUANG Jiankang, WU Haosheng, HUANG Yanqin, et al. Microstructure characteristics of zirconium based amorphous alloys by pulsed laser welding[J]. Materials Review, 2022(2): 1–11 (in Chinese) [Google Scholar]
- LIU Guangyin, HUANG Jiankang, YU Xiaoquan, et al. Effect of different pre-edge surfacing layers on microstructure and properties of 12Cr2Mo1R/S30408 Joint[J]. Materials Review, 2022, 36(12): 149–153 (in Chinese) [Google Scholar]
- CHENG Chaofeng, LI Dengren, SHI Lei. Research progress of electron beam welding technology for magnesium alloys[J]. Industrial Technology Innovation, 2017, 4(2): 170–173 (in Chinese) [Google Scholar]
- LI Yajiang, WU Na, PUCHKOV P U. Application of advanced welding technology in aerospace field[J]. Aeronautical Manufacturing Technology, 2010(9): 43–47 [Article] (in Chinese) [Google Scholar]
- NAIR B S, RAKESH S, PHANIKUMAR G, et al. Fracture toughness(J1C) of electron beam welded AA2219 alloy[J]. Materials & Design, 2010, 31(10): 4943–4950 [CrossRef] [Google Scholar]
- GUONING X, BOJIN Q, XIANGLONG X, et al. Research on pulsed electron beam welding gridbias power supply[J]. Rare Metal Materials and Engineering, 2011, 40: 306–308 [Google Scholar]
- FAN Jikang, ZHANG Jian, XU Haiying, et al. Simulation of temperature field in pulsed electron beam welding of TC4 titanium alloy[J]. Welding Technology, 2021, 50: 11–16 (in Chinese) [Google Scholar]
- QI Bojin, FAN Jikang, LIU Fangjun. Overview of pulsed beam electron beam welding technology[J]. Aeronautical Manufacturing Technology, 2015, 11: 26–30 (in Chinese) [Google Scholar]
- SAHUL M, SAHUL M, HARŠÁNI M, et al. On the microstructure and mechanical properties of AW2099 aluminum lithium alloy joints produced with electron beam welding[J]. Materials Letters, 2020, 276: 128276 [Article] [CrossRef] [Google Scholar]
- CHEN X, LEI Z, CHEN Y, et al. Nano-indentation and in-situ investigations of double-sided laser beam welded 2060-T8/2099-T83 Al-Li alloys T-joints[J]. Materials Science and Engineering A, 2019, 756: 291–301 [Article] [CrossRef] [Google Scholar]
- PENG H, YI Y, FANG W, et al. Optimization of the microstructure and mechanical properties of electron beam welded high-strength medium-entropy alloy (NiCoCr)94Al3Ti3[J]. Intermetallics, 2022, 141: 107439 [Article] [CrossRef] [Google Scholar]
- ZHANG Jingli, XIN Shewei, ZHOU Wei, et al. Effect of heat treatment on microstructure and mechanical properties of Ti650 titanium alloy by electron beam welding[J]. Rare Metal Materials and Engineering, 2021, 50(1): 299–303 (in Chinese) [Google Scholar]
- YU W X, WANG G L, GAO F Y, et al. The microstructure and impact toughness of vacuum electron beam welded joints of a highly alloyed dual phase titanium alloy[J]. Vacuum, 2024, 221: 112877 [Article] [CrossRef] [Google Scholar]
- LIU Y H, SUN H, ZHAO Z B, et al. Microstructure features of transformed α induced by β texture in electron beam welded joint of TC25G titanium alloy[J]. Materials Letters, 2023, 351: 135109 [Article] [CrossRef] [Google Scholar]
- SUN W J, WANG S L, WU M, et al. Revealing tensile behaviors and fracture mechanism of Ti-6Al-4V titanium alloy electron-beam-welded joints using microstructure evolution and in situ tension observation[J]. Materials Science & Engineering A, 2021, 824: 141811 [CrossRef] [Google Scholar]
- SUN W J, WANG S L, TIAN G H, et al. Microstructure and mechanical properties of Inconel 713C Ni3Al-based superalloy joint welded by electron beam feeding wire welding technology[J]. Journal of Manufacturing Processes, 2023, 89: 50–63 [Article] [CrossRef] [Google Scholar]
- GAO P, ZHANG K F, ZHANG B G, et al. Microstructures and high temperature mechanical properties of electron beam welded Inconel 718 superalloy thick plate[J]. Transactions of Nonferrous Metals Society of China, 2011, 21: 315–322 [Article] [Google Scholar]
- FENG Jicai. Review of research progress in connection of dissimilar materials[J]. Acta Aeronautica et Astronautica Sinica, 2022, 43(2): 6–42 (in Chinese) [Google Scholar]
- PENG Chi. Mechanism of dissimilar metal fusion welding based on electron beam welding[D]. Nanchang: Nanchang Hangkong University, 2015 (in Chinese) [Google Scholar]
- HU Meixie. Research on electron beam welding of steel and aluminum dissimilar metals[J]. Inner Mongolia Petrochemical Industry, 2021, 47(10): 1–4 [Article] (in Chinese) [Google Scholar]
- SOKKALINGAM R, MASTANAIAH P, MUTHUPANDI V, et al. Electron-beam welding of high-entropy alloy and stainless steel: microstructure and mechanical properties[J]. Materials and Manufacturing Processes, 2022, 35(16): 1885–1894 [Google Scholar]
- DAHOTRE N B, HARIMKAR S. Laser fabrication and machining of materials[M]. Berlin: Springer Science and Business Media, 2008 [Google Scholar]
- BUNAZIV I, AKSELSEN O M, REN X, et al. Laser beam and laser-arc hybrid welding of aluminium alloys[J]. Metals, 2021, 11(8): 1150 [CrossRef] [Google Scholar]
- XU W, WESTERBAAN D, NAYAK S S, et al. Microstructure and fatigue performance of single and multiple linear fiber laser welded DP980 dual-phase steel[J]. Materials Science and Engineering A, 2012, 553: 51–58 [Article] [CrossRef] [Google Scholar]
- CHOWDHURY S M, CHEN D L, BHOLE S D, et al. Microstructure and mechanical properties of fiber-laser-welded and diode-laser-welded AZ31 magnesium alloy[J]. Metallurgical and Materials Transactions A, 2011, 42(7): 1974–1989 [Article] [CrossRef] [Google Scholar]
- AHN J, CHEN L, DAVIES C M, et al. Parametric optimisation and microstructural analysis on high power Yb-fibre laser welding of Ti-6Al-4V[J]. Optics and Lasers in Engineering, 2016, 11186: 156–171 [CrossRef] [Google Scholar]
- NAM H, PARK C, MOON J, et al. Laser weldability of cast and rolled high-entropy alloys for cryogenic applications[J]. Materials Science and Engineering A, 2019, 742: 224–230 [CrossRef] [Google Scholar]
- AGUDO L, Eyidi D, SCHMARANZER C H, et al. Intermetallic FexAly-phases in a steel/Al-alloy fusion weld[J]. Journal of Materials Science, 2007, 42(12): 4205–4214 [NASA ADS] [CrossRef] [Google Scholar]
- TORKAMANY M J, TAHAMTAN S, SABBAGHZADEH J. Dissimilar welding of carbon steel to 5754 aluminum alloy by Nd∶YAG pulsed laser[J]. Materials and Design, 2010, 31(1): 458–465 [CrossRef] [Google Scholar]
- JIN Y, LI Y, ZHANG H. Microstructure and mechanical properties of pulsed laser welded Al/steel dissimilar joint[J]. Transactions of Nonferrous Metal Society of China, 2016, 26(4): 994–1002 [CrossRef] [Google Scholar]
- CHEN S, HUANG J, MA K, et al. Microstructures and mechanical properties of laser penetration welding joint with/without Ni-foil in an overlap steel-on-aluminum configuration[J]. Metallurgical and Materials Transactions A, 2014, 45(7): 3064–3073 [CrossRef] [Google Scholar]
- CHEN X, WANG X, LIU Z, et al. Effect of Cu content on microstructure transformation and mechanical properties of Fe-Al dissimilar laser welded joints[J]. Optics and Lasers Technology, 2020, 126: 106078 [NASA ADS] [CrossRef] [Google Scholar]
- OLIVEIRA J P, SHEN J, ZENG Z, et al. Dissimilar laser welding of a CoCrFeMnNi high entropy alloy to 316 stainless steel[J]. Scripta Materialia, 2022, 206: 114219 [CrossRef] [Google Scholar]
- ADOMAKO N K, SHIN G, PARK N, et al. Laser dissimilar welding of CoCrFeMnNi-high entropy alloy and duplex stainless steel[J]. Journal of Materials Science and Technology, 2021, 85: 95–105 [CrossRef] [Google Scholar]
All Figures
 |
图1 TC4钛合金薄板脉冲电子束焊温度场模拟[12] |
| In the text | |
 |
图2 AW2099铝锂合金电子束焊接头TEM结果[14] |
| In the text | |
 |
图3 中熵合金电子束焊接头焊缝区组织性能[16] |
| In the text | |
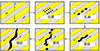 |
图4 焊接接头断裂机制示意图[20] |
| In the text | |
 |
图5 激光焊热物理示意图[28] |
| In the text | |
 |
图6 DP980激光焊接头组织[29] |
| In the text | |
 |
图7 不同焊接速度下高熵合金激光焊接头断裂位置[32] |
| In the text | |
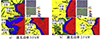 |
图8 Steel/Al接头界面处金属间化合物层不同位置相分布[35] |
| In the text | |
 |
图9 DP980/A6061激光焊接头力学性能[37] |
| In the text | |
 |
图10 CoCrFeMnNi高熵合金和316不锈钢接头性能 [39] |
| In the text | |
Current usage metrics show cumulative count of Article Views (full-text article views including HTML views, PDF and ePub downloads, according to the available data) and Abstracts Views on Vision4Press platform.
Data correspond to usage on the plateform after 2015. The current usage metrics is available 48-96 hours after online publication and is updated daily on week days.
Initial download of the metrics may take a while.