| Issue |
JNWPU
Volume 44, Number 1, February 2026
|
|
|---|---|---|
| Page(s) | 194 - 200 | |
| DOI | https://doi.org/10.1051/jnwpu/20264410194 | |
| Published online | 27 April 2026 | |
Study on mechanical properties and microstructure of bonding interface of Ta-2.5W/TC11 explosive-welded composite pipes
Ta-2.5W/TC11爆炸焊接复合管结合界面力学性能及微观组织形貌研究
1
School of Mechanical Engineering, Nanjing University of Science and Technology, Nanjing 210094, China
2
Jianshe Industry Group (Yunnan) Co., Ltd., Chongqing 400054, China
Received:
22
May
2025
Abstract
To test the feasibility of the Ta-2.5W/TC11 explosion welding process, a composite pipe with a Ta-2.5W tantalum alloy cladding and a TC11 titanium alloy base was fabricated using explosion welding. The microstructure, elemental distribution, and mechanical properties of the interface between the Ta-2.5W/TC11 explosion-welded composite pipe were systematically analyzed using optical microscopy, scanning electron microscopy, energy dispersive spectroscopy, and a universal testing machine. The results showed that the interface of the composite pipe consisted of both a flat interface and a wavy interface, with a large number of molten layers. Within the molten layers, some defects such as voids and inclusions were observed. Elemental diffusion occurred on both sides of the composite pipe interface, driven by concentration gradients, and the diffusion area in the molten layer is larger than the directly bonded interface. Furthermore, mechanical property tests indicated that the axial compressive yield strength of the prepared Ta-2.5W/TC11 composite pipe reached as high as 1 040 MPa. However, in the radial flattening test, the radial compression rate was only 10.5%, and the interface shear strength was only 76 MPa. These results indicate that the Ta-2.5W/TC11 composite pipe has high strength in the axial direction, and the explosion welding process for fabricating Ta-2.5W/TC11 composite pipes is feasible, though the bonding performance of the interface still needs improvement.
摘要
为了检验Ta-2.5W/TC11复合管爆炸焊接工艺的可行性, 采用爆炸焊接工艺试制出以Ta-2.5W钽钨合金为覆层、TC11钛合金为基层的复合管。通过光学显微镜、扫描电子显微镜、能谱扫描仪以及万能试验机, 对Ta-2.5W/TC11爆炸焊接复合管结合界面的微观形貌、元素分布和力学性能进行系统分析。结果表明, 复合管界面由平直界面和微波界面组成, 且界面存在大量的熔化层, 其中熔化层中发现有空洞及夹杂物等缺陷。由于浓度梯度的作用, 复合管结合界面两侧的元素发生了扩散, 且熔化层扩散区域大于直接结合界面。此外, 力学性能试验表明, 制备的Ta-2.5W/TC11复合管的轴向压缩屈服强度高达1 040 MPa, 但在径向压扁试验中径向下压率仅为10.5%, 界面压剪强度仅为76 MPa, 这表明Ta-2.5W/TC11复合管在轴向上具有较高的强度, 爆炸焊接制备Ta-2.5W/TC11复合管工艺可行, 但在复合管界面结合性能方面仍有待提高。
Key words: explosive welding / interface microstructure / mechanical property / titanium/tantalum composite tube / bonding strength
关键字 : 爆炸焊接 / 界面微观组织 / 力学性能 / 钛/钽复合管 / 结合强度
© 2026 Journal of Northwestern Polytechnical University. All rights reserved.
 This is an Open Access article distributed under the terms of the Creative Commons Attribution License (https://creativecommons.org/licenses/by/4.0), which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
This is an Open Access article distributed under the terms of the Creative Commons Attribution License (https://creativecommons.org/licenses/by/4.0), which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
身管是自动武器最重要的部件之一, 在射击过程中, 身管内膛不仅要受到高温高压的火药燃气冲刷, 还要受到高速运动弹丸的挤压作用, 身管内膛复杂的服役环境会导致身管烧蚀和磨损, 严重影响身管寿命。目前, 身管内膛镀铬处理是提高枪管寿命的关键手段。然而, 大口径机枪射击时在循环热冲击作用下, 身管镀层容易开裂失效, 在镀层破坏后, 身管寿命大幅缩短, 最终导致射击精度、初速度、射程等性能下降。由于镀铬工艺局限性, 现代身管强化技术正在向复合处理方向发展。
爆炸焊接是一种利用炸药爆炸瞬间释放的巨大能量和冲击波, 使同种或异种金属发生高速碰撞, 实现面与面之间的高质量冶金结合的技术[1-2]。爆炸焊接适用于各种相似或不同的金属组合, 因此该技术在化工、石油、航空航天和军事等领域得到了广泛应用。近年来, 随着对轻量化枪炮管内膛耐磨损、核电及石化管路系统耐腐蚀等实际应用需求的增加, 金属复合管材研究逐渐受到广泛关注。爆炸焊接常用的覆层材料主要为钛、钢、铜、铝等金属。Akbari等[3]对爆炸焊接钛/钢复合材料的结合界面进行了标准剪切试验, 发现由于熔化层的存在, 结合界面的强度显著降低。Zhou等[4]设计了小尺寸S形试件, 研究了动载荷下钛/钢复合板结合界面的剪切性能和失效机制。郭训忠等[5]对钛/铝复合管结合区界面进行元素线扫描, 发现界面处发生了化学成分的互扩散, 元素在结合面上呈梯度分布, 形成了冶金结合, 有助于提高界面结合强度。
目前, 关于钢/钛和铝/钛等爆炸焊接复合材料研究已取得显著进展[6-9]。然而, 目前国内外仍缺少对钽/钛爆炸焊接复合材料的研究。钛合金材料具有质量轻、强度高、耐腐蚀和抗疲劳等优点[10-12], 钽钨合金具有耐高温、耐烧蚀及耐磨损特性[13-14], 通过爆炸复合的方法制备钽/钛复合管, 2种材料性能各异, 复合后具有轻质、高强度及耐烧蚀等优点, 在身管武器中具有广阔的应用前景。因此本文以Ta-2.5W/TC11复合材料为研究对象。
为了探究Ta-2.5W/TC11复合管爆炸焊接的可行性, 本文采用光学显微镜、扫描电子显微镜、能谱扫描仪以及万能试验机, 对制备的Ta-2.5W/TC11爆炸焊接复合管结合界面的微观形貌、元素分布和力学性能进行了系统研究。
1 试验材料及试验方法
本次试验所用的复合管分别以Ta-2.5W和TC11作为覆管、基管, 覆管和基管的壁厚分别为0.8 mm和20 mm。基、覆层材料的力学性能见表 1, 化学成分见表 2。本次试验采用内爆法, 将乳化炸药填充在覆管中, 炸药爆速为2 500 m/s。
利用线切割机对Ta-2.5W/TC11复合管沿爆轰方向截取金相试样, 尺寸为边长10 mm的立方块。使用400#~2 000#的砂纸对试样表面进行打磨, 随后在抛光机上抛光, 并对抛光后的金相试样进行化学腐蚀。
使用奥林巴斯GX51型光学显微镜及蔡司EVO18型扫描电镜(SEM)观察金相试样结合界面组织形貌, 分析界面成形原因及界面组织分布规律。利用线切割制备压缩、压扁及压剪试样, 尺寸如图 1所示。压缩、压扁及压剪试验均在CSS44300电子万能试验机上进行, 试验温度为常温, 采用载荷-位移控制加载方式对试样进行加载, 每项试验设置3组。准静态压缩试验参照GB/T 7314—2017[18], 加载速度为3 mm/min; 压扁试验参照GB/T 246—2017[19]进行室温下的径向压扁试验, 以评价复合管承受大变形的能力, 压板的加载速度为1 mm/min; 压剪试验旨在研究结合界面的剪切性能和失效机理, 压杆的加载速度为1 mm/min。测试数据在CSS44300电子万能试验机上采集, 通过上位机可得到抗压载荷P和抗压载荷位移Δl。
 |
图1 力学性能测试试件尺寸示意图 |
为了保证焊接质量, 要求覆管厚度远小于基管厚度。然而, 由于覆管较薄, 研究复合管结合界面的剪切性能变得异常困难。因此, 本文设计开发了一种管材压剪试验装置。压剪试验示意图如图 2所示。
 |
图2 压剪试验示意图 |
管材压剪试验装置图如图 3所示, 压剪装置由压板、压杆、三爪卡盘、压剪试件以及基座组成。机构之间的连接关系为三爪卡盘固定在压板上, 基座固定在底座上, 压剪试件与压杆同轴。试验装置的工作原理为压力机提供压力, 压板带动三爪卡盘夹持的压杆沿着导柱向下运动, 压杆的力完全作用在覆管的Ta-2.5W合金上, 从而剪切环形试件。
 |
图3 压剪试验装置 |
2 试验结果与分析
2.1 界面组织形态分析
图 4为Ta-2.5W/TC11爆炸焊接复合管在光学显微镜下的界面微观组织形貌。从图 4a)中可以看出结合界面形貌主要由平直界面和微波界面组成, 结合界面波形呈现非周期性波动, 波形相对扁平。这种界面形态的形成可能是由于在内爆法复合管爆炸焊接中, 炸药在狭长的覆管内爆炸, 爆轰产物无法及时排出, 管内高压爆轰产物对管壁的作用时间较长, 导致复合管与基管碰撞结合时受到较长时间的高压爆轰产物作用进而影响界面波的形成机制, 最终形成扁平状波形结合界面[20]。
 |
图4 界面显微组织 |
如图 4b)所示, 结合界面钛合金一侧, 远离界面处均匀分布着等轴组织, 包含等轴初生α相和网状转变β相, 靠近界面处晶粒变形较为严重, 初生α及β转变组织沿变形方向伸长, 晶粒出现了明显的细化现象, 表明塑性变形严重。
如图 5所示, 复合管结合界面存在较多熔化层, 熔化层宽度约为20 μm, 熔化层通常是由于爆炸焊接过程中产生的巨大能量及冲击波导致覆管高速碰撞基管, 碰撞点附近的金属产生了剧烈塑性变形, 复合管中热量无法及时排除, 高温使得金属发生严重熔化。采用Oxford能谱仪对复合界面熔化区域进行元素线扫描, 元素分布如图 6所示, 垂直于复合界面的钽、钨、钛、铝元素浓度分布曲线显示, 在Ta-2.5W/TC11复合管的界面处, 钽和钛元素之间确实发生了显著扩散。界面两侧金属元素的浓度梯度是扩散的主要驱动力, 元素的扩散量随距离增大而逐渐降低。熔化层处的金属元素处在基管和覆管之间, 熔化区域扩散范围在42 μm左右, 扩散区域的范围大于直接结合界面。在爆炸焊接过程中, 复合管界面的金属由于爆炸时的瞬时高温而部分熔化, 在液态状态下金属元素的扩散系数较大, 从而导致了较大范围的扩散。熔化层中容易形成空洞、裂纹及夹杂等铸造缺陷, 这些缺陷可能会降低焊接金属的力学性能。
 |
图5 结合界面熔化层形貌及线扫描位置 |
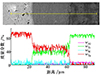 |
图6 结合界面元素分布 |
2.2 结合界面的力学性能
通过室温轴向压缩试验得到了Ta-2.5W/TC11复合管试件的应力-应变关系曲线,如图 7所示。
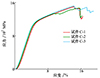 |
图7 压缩试验应力应变曲线 |
从图 7可以看出, 应力-应变曲线分为2个阶段: 弹性阶段和塑性阶段。在应变较小时, 材料的变形方式是弹性变形, 应力随应变增大而迅速增长直至屈服。根据应力应变曲线, 该爆炸焊接复合管屈服强度约为1 040 MPa, 材料弹性模量约为300 GPa; 当应变增大时, 材料的变形方式会变为塑性变形, 在塑性阶段, 随着应变的增加, 应力继续进一步增大, 但增长幅度小于弹性阶段, 表现出明显的加工硬化现象, 极限压缩强度约为1 500 MPa, 应变为14%, 该强度大于单层材料的压缩强度。
图 8展示了爆炸焊接复合管材试样压扁试验的载荷位移曲线。根据曲线形状将其分为3个阶段: 弹性变形阶段、塑性变形阶段和开裂失效阶段。在径向压扁初期, 载荷与位移呈线性关系, 随位移增加而稳定上升, 此时为弹性变形阶段, 截面变形集中在与上压板接触的管壁部分; 当径向压下量大于0.9 mm时, 进入塑性变形阶段, 载荷与位移呈非线性关系, 上下圆弧半径逐渐增大, 复合管截面呈近似椭圆状; 当径向压下量为1.8 mm时, 复合管出现开裂失效, 首先发生失效的形式为结合界面开裂, 当径向压下量为2.7 mm时, 外侧TC11开始出现裂纹, 继续下压, 外侧TC11裂纹扩大; 随着变形量增大, 管壁通过反挠曲变形平衡内部压缩应力而向管材中心方向弯曲, 当径向压下量为5.7 mm时, 内层Ta-2.5W开始出现裂纹, 最终径向压下量为6.4 mm时, 复合管完全断裂。在径向压扁试验中, Ta-2.5W/TC11复合管最大载荷为20.6 kN, 位移为1.8 mm。
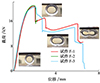 |
图8 压扁试验载荷位移曲线 |
压剪试验后的试件如图 9所示。试件在剪切载荷作用下呈现混合断裂模式: 约52%的断裂发生于覆层Ta-2.5W的剪切面, 其余断裂发生在结合界面, 基层TC11钛合金上未出现任何裂纹, 这表明结合界面的剪切强度低于Ta-2.5W的剪切强度, TC11的剪切强度最高。
 |
图9 压剪试件破坏情况 |
试件的抗剪强度可以用(1)式计算, 其中τ是抗剪强度; F是覆层上力载荷的峰值; A是界面中的断裂区域; D为界面中裂缝区域的截面直径; H是样本的高度; π是周长的比率。
 (1)
(1)
将表 3中的最大拉力及粘结面积代入(1)式, 计算得出3次试验的剪切强度分别为72.50, 80.02, 110.59 MPa。3次试验结果差异较大, 由于爆炸焊接界面以波形为主, 导致材料的体积占比可能会存在一定波动, 而材料性能差距大。压杆行程超过试件厚度后, 第3组试件仍未剪断, 可能是试件在剪切过程中, 剪切面断裂不均匀导致试件受到了挤压力作用, 从而抗剪强度与前2组相差较大, 因此排除了该明显异常的数据。计算得复合管平均抗剪强度为76.26 MPa, 结合强度低于覆层和基层金属的抗剪强度, 故认为Ta-2.5W/TC11复合管结合质量有待提高。
压剪试验结果
2.3 Ta-2.5W/TC11复合管结合界面失效分析
结合应力应变曲线分析, 钛钽复合管压缩变形过程中, 在压缩阶段初期, 由于外载荷未达到Ta-2.5W的屈服极限, TC11和Ta-2.5W均处于弹性阶段, 此时二者应变相同。根据胡克定律, 相同应变, 应力与弹性模量呈正比, 弹性模量较高的Ta-2.5W将承受更大的应力, 导致结合界面形成初始应力梯度。随着应变增大, 低屈服强度的Ta-2.5W率先进入塑性阶段, 而高屈服强度的TC11仍处于弹性阶段, 界面处应力差逐渐增大, 直至大于界面的结合力, 导致结合面产生微裂纹。由于Ta-2.5W覆管的厚度较薄且屈服强度显著低于TC11, 因此更容易发生屈曲失稳, 故覆管的塑性变形量明显大于基管变形量。
通过分析径向压扁试验中复合管的变形过程, 可推断压扁过程结合界面的失效机制。在塑性变形阶段, 复合管与压板接触的圆弧半径增大, 外侧的TC11材料因材料横向流动挤压, TC11受到压应力, 而内侧的Ta-2.5W材料因弯曲导致材料过剩, Ta-2.5W受到拉应力, 界面处因此产生剪切应力。同时, 左右两侧的圆弧半径逐渐减小, 外侧的TC11受拉应力, 内侧的Ta-2.5W受压应力, 界面处也会产生剪切应力。当径向压下量为2.1 mm时, 界面处的剪切应力超过双金属复合材料的结合强度, 复合管结合界面出现开裂失效现象。
在压剪试验中, 断裂面主要发生在结合界面, 原因可能是结合界面存在一些的微观组织缺陷以及连续的熔化层导致结合界面抗剪切能力下降。此外, TC11和Ta-2.5W在力学性能上具有较大的差异, 低屈服强度的Ta-2.5W与高屈服强度的TC11在受力时存在明显差异, Ta-2.5W率先进入塑性阶段, 将产生剧烈的塑性变形, 而TC11仍处于弹性阶段, 导致材料变形不协调, 造成结合界面断裂。
3 结论
本文通过微观组织观察及力学试验等方法对爆炸焊接工艺试制的Ta-2.5W/TC11复合管结合界面的微观形貌、元素分布和力学性能进行了系统分析。
主要结论为:
1) 试验所用的Ta-2.5W/TC11爆炸焊接复合管, 在线切割机切割过程中, 结合面未出现裂缝、空洞等宏观缺陷, 表明钛合金和钽钨合金形成了完好的冶金结合, 验证了Ta-2.5W/TC11爆炸焊接复合管制造工艺的可行性。
2) Ta-2.5W/TC11复合管界面波形相对扁平, 界面存在连续的熔化层, 熔化层内含有空洞及夹杂等缺陷, 会对复合管结合界面的强度造成影响。复合管界面两侧元素在浓度梯度的驱使下发生了扩散, 熔化层处的金属元素处于基板和复板之间, 熔化层扩散区域要大于直接结合界面, 元素扩散一定程度上提高了界面的结合强度。
3) Ta-2.5W/TC11复合管极限压缩强度约为1 500 MPa, 强度相对于Ta-2.5W和TC11均有提升, 证明复合管在轴向上有较高的强度。在压扁试验中, 径向下压率为10.5%时, 复合管结合界面出现开裂, 表明该复合管承受径向变形的能力较差。在压剪试验中, 结合界面及覆层Ta-2.5W的剪切面均发生断裂, 这表明结合界面的剪切强度低于Ta-2.5W和TC11的剪切强度。结果表明该复合管的结合质量有待提高。
4) 钛钽复合管在压缩变形过程中, 由于Ta-2.5W与TC11的弹性模量和屈服强度差异, 导致2种材料在界面处产生应力差引发裂纹。径向压扁试验中, 内外层材料承受不同压/拉应力, 界面剪切应力超过结合强度时导致开裂失效。压剪试验中, 熔化层过厚及2种材料力学性能的差异, 削弱了界面抗剪切能力, 促使断裂发生。综上, 复合管结合界面失效主要由材料性能差异引起的界面应力集中和变形不协调导致。
References
- Zheng Yuanmou, Huang Rongguang, Chen Shihong. Explosive welding and metal composite material[J]. Acta Materiae Compositae Sinica, 1999, 16(1): 14–21 (in Chinese) [Google Scholar]
- Fehim Findik. Recent developments in explosive welding[J]. Materials & Design, 2011, 32(3): 1081–1093 [Google Scholar]
- Akbari Mousavi S A A, Al-Hassani S T S, Atkins A G. Bond strength of explosively welded specimens[J]. Materials & Design, 2008, 29(7): 1334–1352 [Google Scholar]
- Zhou Q, Jia B, Guo B, et al. Microstructure and mechanical properties of the bonding interface of explosively welded TA2/Q235 composite under dynamic shear loading[J]. International Journal of Mechanical Sciences, 2022, 225: 107362. [Article] [Google Scholar]
- Guo Xunzhong, Tao Jie, Yuan Zheng, et al. Interface and properties of explosive welded TA1/Al clad tube[J]. Rare Metal Materials and Engineering, 2012, 41(1): 139–142 (in Chinese) [Google Scholar]
- Li X, Bi Z, Wang Q, et al. Influence of copper foil interlayer on microstructure and bonding properties of titanium-steel explosive welded composite plate[J]. Materials Today Communications, 2023, 34: 105143. [Article] [Google Scholar]
- Huang Qin, Lu Ming, Liu Peng, et al. Explosive welding experiment and properties analysis of Al/Ti composite tube[J]. Welding Technology, 2010, 39(9): 15–18 (in Chinese) [Google Scholar]
- Deng Wei, Lu Ming, Tian Xiaojie, et al. Explosive welding of Al/Ti composite tube and analysis of the interfacial waveform[J]. Ordnance Material Science and Engineering, 2013, 36(6): 65–68 (in Chinese) [Google Scholar]
- Miao Yangang, Rui Hong. Research on the test of copper-titanium explosion welding techniques[J]. Journal of Kunming Institute of Technology, 1994(5): 80–84 (in Chinese) [Google Scholar]
- Zhao X J, Fang S Q, Lü P Z, et al. Microstructure and anti-ablation of laser cladding Ti-Zr-B-C coating on TC11 titanium alloy[J]. Journal of Alloys and Compounds, 2024, 990: 174498. [Article] [Google Scholar]
- Zhou H, Shao F, Bai L, et al. Interface bonding and mechanical properties of large explosively welded titanium/aluminum composite pipes[J]. Intermetallics, 2025, 176: 108476. [Article] [Google Scholar]
- Srivastava M, Jayakumar V, Udayan Y, et al. Additive manufacturing of titanium alloy for aerospace applications: insights into the process, microstructure, and mechanical properties[J]. Applied Materials Today, 2024, 41: 102481. [Article] [Google Scholar]
- Cheng C, Fu Y, Du C, et al. Experimental and numerical study of tantalum-tungsten alloy rod penetrator impacting thick armor plate[J]. International Journal of Refractory Metals and Hard Materials, 2022, 107: 105873. [Article] [Google Scholar]
- Li Xu, Zhang Zhibin, He Pengfei, et al. Research status and prospect of tantalum and tantalum-based alloy[J]. Rare Metal Materials and Engineering, 2023, 52(3): 1131–1142 (in Chinese) [Google Scholar]
- Wang R, Wang X, Yan P, et al. The effects of cryogenic cooling on tool wear and chip morphology in turning of tantalum-tungsten alloys Ta-2.5W[J]. Journal of Manufacturing Processes, 2023, 86: 152–162. [Article] [Google Scholar]
- Wang J, Wang H, Xu T , et al. Research on the microstructure and mechanical properties of functional gradient materials of TC4/TC11 titanium alloys for wire arc additive manufacturing with different transitional forms[J]. Journal of Manufacturing Processes, 2024, 131: 245–255. [Article] [Google Scholar]
- Wang S, Wu Z H, Xie M Y, et al. The effect of tungsten content on the rolling texture and microstructure of Ta-W alloys[J]. Materials Characterization, 2020, 159: 110067. [Article] [Google Scholar]
- 中华人民共和国国家质量监督检验检疫总局. 金属材料室温压缩试验方法: GB/T 7314—2017[S]. 北京: 质检出版社, 2017. [Google Scholar]
- 中华人民共和国国家质量监督检验检疫总局. 金属材料管压扁试验方法: GB/T 246—2017[S]. 北京: 质检出版社, 2017. [Google Scholar]
- Deng Wei, Lu Ming, Xu Qian. Effect of explosive explosion velocity on the interface and properties of aluminum/titanium explosive welded composite pipe[J]. Transactions of the China Welding Institution, 2014, 35(11): 39–42 (in Chinese) [Google Scholar]
All Tables
All Figures
|
图1 力学性能测试试件尺寸示意图 |
| In the text | |
|
图2 压剪试验示意图 |
| In the text | |
|
图3 压剪试验装置 |
| In the text | |
|
图4 界面显微组织 |
| In the text | |
|
图5 结合界面熔化层形貌及线扫描位置 |
| In the text | |
|
图6 结合界面元素分布 |
| In the text | |
|
图7 压缩试验应力应变曲线 |
| In the text | |
|
图8 压扁试验载荷位移曲线 |
| In the text | |
|
图9 压剪试件破坏情况 |
| In the text | |
Current usage metrics show cumulative count of Article Views (full-text article views including HTML views, PDF and ePub downloads, according to the available data) and Abstracts Views on Vision4Press platform.
Data correspond to usage on the plateform after 2015. The current usage metrics is available 48-96 hours after online publication and is updated daily on week days.
Initial download of the metrics may take a while.