| Issue |
JNWPU
Volume 44, Number 1, February 2026
|
|
|---|---|---|
| Page(s) | 201 - 211 | |
| DOI | https://doi.org/10.1051/jnwpu/20264410201 | |
| Published online | 27 April 2026 | |
Tip-rem modification for full tooth surface pattern and require no edge contact of high loaded capacity cycloidal hypoid gears
高承载能力摆线准双曲面齿轮满齿面印痕防边缘接触修缘设计
1
National Key Laboratory of Extreme Service Performance Precision Manufacturing, Central South University, Changsha 410083, China
2
School of Mechanical and Electrical Engineering, Central South University, Changsha 410083, China
3
China Aviation Power Machinery Research Institute, Zhuzhou 412002, China
4
Changsha Zhongchuan Gear & Transmission Driveline Co., Ltd., Changsha 410083, China
Received:
21
May
2025
Abstract
The full tooth surface pattern and require no edge contact design of cycloid bevel gears based on Tip-rem is a novel gear optimization design method, which aimed at optimizing contact performance of gears and preventing edge contact, thus improving the transmission accuracy and life of gears. The method is based on the principles of full contact pattern design and require no edge contact design, and by modifying the root of tool, according to coordinate transformation relationship of machining, we get the tooth face with Tip-rem, so as to maximize contact pattern of the tooth face from NLTCA(numerical loaded contact analysis), and there is no edge contact during gear meshing process. Example results prove that the present method can achieve design of maximizing the full tooth face contact pattern under heavy loaded no edge contact, and at the same time reduce the maximum contact pressure to improve the load carrying capacity.
摘要
基于齿顶修缘的摆线锥齿轮(又称等高齿锥齿轮)满齿面印痕防边缘接触修缘设计是一种新型的齿轮优化设计方法, 旨在优化齿轮的接触性能, 防止边缘接触, 从而提高齿轮的传动精度和寿命。该方法基于满印痕设计和防边缘接触设计原则, 通过对刀具根部进行修形, 根据加工的坐标转换关系, 得到齿顶修缘的齿面, 使NLTCA(数值加载接触分析)的齿面印痕面积最大化, 并且齿轮啮合过程无边缘接触。算例结果证明: 所提方法可以实现重载工况下全齿面印痕最大化设计, 且不出现边缘接触, 同时降低最大接触压力, 达到提高承载能力目的。
Key words: full tooth surface contact pattern / no edge contact / NLTCA / Tip-rem
关键字 : 满齿面印痕 / 防边缘接触 / NLTCA / 齿顶修缘
© 2026 Journal of Northwestern Polytechnical University. All rights reserved.
 This is an Open Access article distributed under the terms of the Creative Commons Attribution License (https://creativecommons.org/licenses/by/4.0), which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
This is an Open Access article distributed under the terms of the Creative Commons Attribution License (https://creativecommons.org/licenses/by/4.0), which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
在各种传动机械中,齿轮传动因其精确的传动比、较高的传动效率和稳定的啮合性能而被广泛使用[1]。随着科技的进步,机械设备对于齿轮的性能要求越来越高[2]。摆线锥齿轮是一种具有更高传动效率、更小噪音、更大承载能力和更长使用寿命的齿轮,在工业领域中得到了广泛的应用[3]。目前,掌握摆线锥齿轮完整的设计理论和生产技术的只有美国的格里森公司、瑞士的奥利康公司和德国的克林贝格公司[4],国内对于摆线锥齿轮的研究起步较晚,技术较落后,国内缺乏掌握摆线锥齿轮完整设计生产技术的公司,大部分企业使用的加工摆线锥齿轮的机床和软件主要依赖于进口[5]。随着摆线锥齿轮表现出的优异性能越来越得到人们的重视,摆线锥齿轮的应用也越来越广泛,包括汽车工业、工程机械、矿山与冶金机械等领域[6]。
摆线锥齿轮由于其复杂的齿面和特殊的齿形设计,想要实现正确的理论设计和加工还有许多亟需解决的问题,如优化齿面接触性能问题[7-8]。为了优化齿轮的接触性能,国内外学者做了大量研究。Simon[9]提出了对刀具几何形状和机床参数进行优化的方法来减小接触压力和传动误差。Liu等[10]提出了对齿轮凹面进行修形的方法,可以有效增大接触区域和减小接触压力。杨艳[11]提出了对齿廓进行分段修形的数字化设计方法,建立修形齿廓线的数学模型,通过仿真表明这种方法实现了齿面载荷均匀化分布。聂少武等[12]提出了将刀齿切削刃设计为四阶曲线,从而获得中部较平坦的高阶传动误差曲线,可以有效减少轻载运行下齿轮副的振动和冲击。Ding等[13]提出了优化接触应力、传递误差和重合度的机床参数设定方法。Fan[14]提出对刀具切削刃分段修形,可以有效调整接触区域和减小传动误差。韩正阳等[15]研究了不同刀盘半径修正对接触性能的影响,得到接触区长度随着刀盘半径修正量的增加而变短的规律。Fan[16]提出了一种在TCA(齿面接触分析)中应用ease-off来对齿面进行微观调控的算法,提高了齿面接触性能分析的效率。王志永等[17]提出了一种修正齿形误差的方法,运用最优化算法得出机床调整参数的修正量,进而修正齿形误差,优化齿轮副的接触性能。唐进元等[18]研究了机床调整参数误差对小轮齿面误差的影响规律,为通过机床调整参数对齿面进行修正和补偿提供了理论参考。
然而以上方法均未考虑重载工况下的接触性能,在重载情况下齿轮弹性变形量较大,容易出现边缘接触。为了更好地优化齿轮接触性能,本文提出了一种全新的优化设计方法——基于齿顶修缘的摆线锥齿轮满齿面印痕防边缘接触修形设计。摆线锥齿轮满齿面印痕防边缘接触修形设计的主要目标是优化齿轮的接触性能,防止边缘接触,从而提高齿轮的传动精度和寿命。这种设计方法主要基于以下原则:①满印痕设计:通过增加齿面的印痕面积,提高齿面间的润滑效果,降低摩擦损耗,提高齿面承载能力与接触疲劳寿命;②防边缘接触设计:通过优化刀具设计得到齿顶修缘的齿面,使齿轮在传动过程中避免边缘接触,降低应力集中和磨损程度。齿轮高承载能力主要根据以下方面评价:①接触区域最大化;②无边缘接触;③无应力集中。
1 摆线锥齿轮全齿面建模
1.1 坐标系参数转换
齿形建模即模拟加工的过程,通过参数化建模表达出刀具的形貌, 然后通过包含相对位置参数的转换矩阵,将刀具的参数化方程转化成齿面方程[19]。图 1a)为等高齿加工机床示意图, 分为摇台、刀盘、刀具、齿坯4个部分, 并分别建立坐标系。在等高齿加工运动坐标系(如图 1b)所示)中, ϕ1为齿坯转角, γm为安装角, ΔA为水平轮位, Em为垂直轮位, ΔB为床位, θc为角向刀位, Sr为径向刀位, j为刀转角, i为刀倾角, β为刀盘转角。
 |
图1 机床加工运动坐标系示意图 |
根据机床加工参数的坐标转换矩阵, 可以将刀具参数表达在齿坯坐标系下, 通过边界方程和啮合原理, 得到齿形的精确求解。其中机床加工参数分为轮坯定位参数及刀盘定位参数。
轮坯定位参数为: 安装角γm, 水平轮位ΔA, 垂直轮位Em, 床位ΔB, 其中安装角使轮坯的根锥面与刀顶面重合, 水平轮位、垂直轮位及床位通过x, y, z 3个方向的位移约束确定轮坯及产形轮的相对位置。齿坯坐标系到摇台坐标系的转换矩阵 Mfe为
 (1)
(1)
式中,ϕ1为轮坯旋转参数。
刀盘定位参数为: 角向刀位为θc, 径向刀位为Sr, 刀转角为j, 刀倾角为i。摇台坐标系到刀盘坐标系的转换矩阵 Met为
 (2)
(2)
式中:ϕc1, ϕc2均为摇台角。z0为大轮齿数,zp为小轮齿数, 产形轮与工件满足一定的转速比, 齿坯与产形轮的啮合转动构成展成运动。ϕc1与刀盘转角有关, zc为刀具组数, 产形轮与刀盘满足一定转速比, 刀盘绕产形轮公转形成摆线运动。
 (3)
(3)
 (4)
(4)
刀盘与工件同样满足一定的转速比, 一组刀具加工完一个齿槽后, 相邻一组刀具加工下一个齿槽, 从而完成连续分度法加工。
根据“奥”制铣齿刀盘与刀具的相对位置关系,建立刀盘坐标系st=[ot; xt, yt, 0],ot为刀盘中心,βi为刀片初始安装角,r0i为刀盘名义半径,δi为刀偏角,αh为刀前角,P为刀齿节点。得到刀盘坐标系到刀具坐标系的转换矩阵Mtl,即
 (5)
(5)
式中,β为刀盘旋转参数。由Mfe, Met, Mtl 3个坐标转换矩阵,得到刀具在齿坯坐标系下的表达,进而根据啮合原理得到齿面方程。
1.2 刀具参数化模型
直线形刀具切削刃可分为侧刃区和刀尖圆角区,如图 2所示。选取刀齿节点为坐标原点建立坐标系,坐标原点压力角为α, u表示侧刃段的一段弧长,hb为坐标原点到刀顶的垂直距离,r为刀尖圆角圆弧半径,η为刀尖圆角圆弧对应的圆心角范围,(x0, y0)为刀尖圆角圆弧的圆心坐标。
 |
图2 直线型刀具 |
在坐标系下建立刀具参数化方程为
 (6)
(6)
式中:rb1为侧刃区参数化方程;rb2为刀尖圆角区参数化方程。(6)式中的上、下符号分别表示加工齿轮齿面的凹面侧和凸面侧。
因此摆线齿锥齿轮的齿面点矢即可表示为
 (7)
(7)
摆线齿锥齿轮的齿面点矢为包含3个未知数的非线性方程,需建立3个等式方程求解点矢。齿坯与产形轮的啮合转动必须满足啮合原理。
 (8)
(8)
将齿面的投影截面进行离散,列出边界方程。
 (9)
(9)
联立(7)~(9)式即可求得摆线齿锥齿轮的齿面点矢。同理可求出摆线齿锥齿轮的齿根点矢。摆线齿锥齿轮的全齿面点如图 3所示。将齿面离散点导入三维建模软件进行CAD模型构建,得到齿轮CAD模型如图 4所示。
 |
图3 全齿面点 |
 |
图4 齿轮CAD模型 |
1.3 NLTCA
为建立修形参数与目标的参数驱动关联规律,提高修形精度与效率,采用DC-FFT方法[20-22]对摆线锥齿轮的载荷分布进行NLTCA(数值齿面加载接触分析)的求解计算。将齿面pij∈(PpA, PgA)向Ni∈(NpA, NgA)方向进行投影,输出节点坐标。接着进行零填充操作得到用于DC-FFT求解的齿轮矩形集,基本求解过程见图 5。在给定的载荷条件下,根据2个齿面矩形集可分别确定两齿面在每个网格位置上的瞬时干涉区域ΘK。通过控制等距量ΔL和迭代步ΔϕCP,得到时变的瞬时干涉区域ΘK(K=1, 2, …, N)可以确定接触区域ΘLCP的整体几何形状,以及时变啮合过程中的载荷分布[23]。(10)式为通过NLTCA计算建立的齿面加载接触压力预测模型。
 |
图5 采用DC-FFT方法对摆线锥齿轮进行NLTCA求解 |
 (10)
(10)
fNLTCA代表基于数值齿面加载接触分析的函数,用于描述摆线锥齿轮在进行加载接触分析过程中,输入参数(ϕ, μ, θ)与齿面接触压力pk, l输出结果之间的映射,其中ϕ表示基本运动参数,(μ, θ)表示刀具参数,(xp, yp)为小轮齿面的的节点坐标,Ig为齿面离散节点的集合,k, l为 Ig集合的索引变量;φp-0表示初始角位移量,φp-j表示不同啮合位置时刻的角位移量,其中j为角位移变化的区间幅度,ΔϕCP为迭代步长;TIN为接触压力的累加计算结果,用于描述齿面接触接触时的综合作用情况,其中pi表示第i个离散节点,Nx, Ny表示在离散节点处,沿x, y方向的法向量分量,xp, yp表示离散节点在投影平面的x, y坐标分量。
NLTCA预测模型本质基于离散化、FFT算法和迭代仿真的齿面接触行为数值模拟方法,通过齿面投影、矩形集构建、干涉判断和时变迭代四步流程,将复杂的齿轮啮合问题转化为可高效求解的数值模型,最终实现对接触区域和载荷分布的精准预测。
2 满印痕防边缘接触修形
2.1 满印痕防边缘接触设计
随着摆线锥齿轮传动功率不断提升,高速重载工况下的齿面接触印痕作为判定齿面承载能力与接触疲劳寿命的主要指标:尽量占满整个齿面;不发生边缘接触。根据美国齿轮制造协会的AGMA标准[24],当齿面印痕在齿长和齿高方向的尺寸占比均大于80%,就可认为该齿面印痕为满齿面印痕。
齿面接触印痕对齿面几何形貌非常敏感,兼顾接触印痕最大化且不发生边缘接触非常困难。为避免齿轮全啮合过程发生边缘接触,导致应力集中使齿轮强度下降,同时应使齿面满印痕接触以提高齿轮传动的稳定性,就需要对齿面几何形貌进行优化调整。根据摆线锥齿轮加工原理,刀具切削刃的形状可以决定齿面几何形貌,因此可以对刀具切削刃进行修形得到满足要求的齿面几何形貌。
2.2 齿顶修缘
齿面修形可以优化齿面几何形貌,改善接触状态,实现满齿面印痕接触,避免边缘接触,提高齿面的接触强度和齿轮传动的稳定性[25]。但是由于齿轮材料是弹性材料,承受载荷越大弹性变形量也越大,仅对齿面修形已不能避免齿顶和齿根处的边缘接触,需要增大齿顶或齿根处的修形量避免边缘接触。针对这一难点,提出了使用齿顶修缘法避免边缘接触,即通过增大齿顶处的修形量实现避免边缘接触的目的。刀具由齿面修形区、齿顶修缘区和刀尖圆角区组成,刀具模型如图 6a)所示。刀具修形后加工的齿轮齿顶修缘示意图见图 6b)。
 |
图6 齿顶修缘设计与刀具实现示意图 |
刀具根部圆角部分参数化方程为
 (11)
(11)
式中
 (12)
(12)
 (13)
(13)
 (14)
(14)
齿面修形部分参数化方程为
 (15)
(15)
式中
 (16)
(16)
 (17)
(17)
刀尖圆角部分参数化方程为
 (18)
(18)
式中
 (19)
(19)
 (20)
(20)
 (21)
(21)
式中:rd为齿顶修缘半径;rx为齿面修形半径;R为刀尖圆角半径;hx为齿顶修缘高度;hd为参考点到刀具根部的距离;hb为参考点到刀具顶部的距离;Sh表示加工齿轮的凹凸面,齿轮为凸面时Sh=1,凹面时Sh=-1;α为坐标系原点压力角;α1为齿面修形区与齿顶修缘区衔接处压力角;α2为齿面修形区与刀尖圆角区衔接处压力角。(x0, y0)为齿面修形圆弧的圆心坐标;(xx0, yx0)为齿顶修缘圆弧的圆心坐标;(xρ0, yρ0) 为刀尖圆角圆弧的圆心坐标。
2.3 齿顶修缘反调策略
根据刀具与齿面的映射关系,可以通过改变刀具修形参数来改变齿面的修形量,从而调控齿面几何形貌,优化齿面接触结果。齿轮齿顶修缘如图 8b)所示,通过齿顶修缘,可以减小齿顶处的齿厚,从而防止该齿轮齿顶与啮合齿轮的齿根发生干涉,避免边缘接触。为得到满足要求的齿顶厚度,通过改变刀具的修形半径rd,对齿轮齿顶的修形量Δx进行调整,使齿面几何形貌满足要求。
2.3.1 修形策略
如图 7所示,使用半径不同的两段圆弧在齿轮齿顶同一点开始修形,两段圆弧修形后齿顶的相差量就是修形量。修形量的计算公式为:
 |
图7 不同修顶半径几何示意图 |
修形高度h与h1的差值
 (22)
(22)
修形高度h与h2的差值
 (23)
(23)
圆心O1到修形顶点P的水平距离
 (24)
(24)
圆心O2到修形顶点N的水平距离
 (25)
(25)
圆心O1到圆心O2的水平距离
 (26)
(26)
修形量
 (27)
(27)
式中:S1, S2为半径不同,修形高度相同的修形圆弧;S3为修形量,即Δx;点M为圆弧S1, S2的切点;点N, B分别为圆弧S2, S1与其所在平面内齿顶延伸线的交点;α为M点处的压力角;α1,α2分别为圆弧S2, S1在齿顶处的压力角;r1为圆弧S1的半径;r2为圆弧S2的半径;O1, O2分别为圆弧S1, S2的圆心;h为修形高度。
2.3.2 优化流程
根据上述的修形策略,当齿轮发生边缘接触时,可以通过减小修形半径来增大修形量,从而避免边缘接触;当齿轮接触印痕过小时,可以通过增大修形半径来减小修形量,使接触印痕扩大。当发生边缘接触时,齿顶边缘处会发生应力集中,导致接触压力急剧增大,为了避免出现边缘接触,可预设齿顶边缘处一个最大接触应力σ1,当齿顶边缘处接触应力满足σ < σ1,就可判断为未发生边缘接触。由于齿面的接触应力会发生传递,当在靠近齿顶边缘位置发生接触时,齿顶边缘处也会产生接触应力σ2。为实现接触印痕最大化,可预设齿顶边缘处一个最小接触应力,当齿顶边缘处接触应力满足σ>σ2,就可判断为实现了印痕最大化。
首先确定修形高度h,通常取h=0.4mn,mn为法向模数,由于本文考虑的是高承载工况下的修形,这里取h=0.6mn,并进行圆整取为5 mm。小轮凹面为工作面且齿顶高较长,可将其取值再增加10%(具体增加量可依据实际选择),于是其修形高度取5.5 mm;大轮凹凸面、小轮凸面(非工作面)修形高度取5 mm。此时即确定点M在弧线上的位置。
σ1, σ2的取值可根据实际应用确定使用商用计算软件计算提取出齿面修形(产生边缘接触)锥齿轮副的接触应力云图,观察其印痕边缘(未发生应力集中部分)的接触应力集中在600~1 200 MPa,可以明确其满齿面印痕接触边缘接触应力也应在此范围左右浮动,因此预设σ1=1 000 MPa, σ2=700 MPa。
根据摆线锥齿轮切齿原理,可以明确rd=r1。设初始rd=r1=0.25r2,即4MO1为MO2。齿顶处接触应力判断后的rd通过改变O1位置确定:若需要减小rd则将O1,取在前一圆心处与左方(M点方为左,O2点方为右)临近点的中点(此时为MO1的中点处),重新获得rd的值;若需要增大rd则将O1,取在前一圆心处与右方临近点的中点(此时为O1,O1的中点处),重新获得rd的值。
根据基于刀具参数驱动的齿顶修缘优化流程图,按上述夹逼取点的方法改变圆弧S1的圆心位置,获得rd值,直至齿顶边缘处接触应力σ满足以下2个判断条件,即获得合理的曲面接触印痕(为了方便刀具修形,将rd值进行圆整处理),优化过程完成。
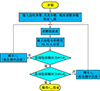 |
图8 齿顶修缘优化流程 |
优化步骤如下:
步骤1 输入刀具参数,预设rd=r1=0.25r2。
步骤2 根据切削仿真建模求解齿面点。
步骤3 建立分析模型,设置参数,进行NLTCA计算。
步骤4 预设σ1=1 000 MPa,判断齿顶处压力S是否大于S1。
步骤5 若σ>σ1,减小rd值(按上述夹逼取点方法取左方中点得到rd值) 执行步骤2~4;若σ < σ1,执行下一步骤。
步骤6 预设σ2=700 MPa,若σ>σ2,执行下一步骤;若σ < σ2,增大rd值(按上述夹逼取点方法得到rd值)执行步骤2~5。
步骤7 结束。
修缘半径计算结果见表 2。
齿坯参数表
刀具参数表
3 算例及分析
为体现齿顶修缘的优势,本文以1对应用于汽车减速器中的摆线锥齿轮副分2套方案进行对照试验:方案1只进行齿面修形,方案2在方案1基础上进行齿顶修缘。齿坯参数如表 1所示;方案2齿轮副的刀具参数见表 2,机床设置参数见表 3。
机床调整参数
根据以上参数建立模型,并使用商用有限元计算软件对2组方案进行齿面加载分析:2组方案都分正驱和反驱2种情况。根据该摆线锥齿轮的工况和材料特性,设置载荷为35 000 N·m的转矩,弹性模量为210 000 MPa,密度为7 890 kg/m3,泊松比为0.3。
根据计算结果,提取2套方案的齿面接触印痕及最大接触应力进行对比分析。
从图 9和图 11中可以看出,在重载情况下,方案1出现边缘接触、应力集中,接触应力较大。从图 10和图 12可知方案2无边缘接触、无应力集中,接触应力较小。从表 4可知最大接触应力由方案1到方案2是减小的,正驱时大轮减小5.74%,小轮减小15.6%;反驱时大轮减小15.7%,小轮减小27.1%。综上,方案1满足满齿面印痕,不满足防边缘接触要求;方案2可同时满足满齿面印痕和防边缘接触且接触应力更小,因此正、反驱情况下,方案2的修形效果都优于方案1。
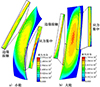 |
图9 正驱齿面修形齿轮印痕接触应力 |
 |
图10 正驱齿顶修缘齿轮印痕接触应力图 |
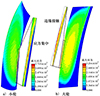 |
图11 反驱齿面修形齿轮印痕接触应力图 |
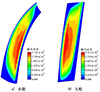 |
图12 反驱齿顶修缘齿轮印痕接触应力图 |
最大接触应力对比
采用加载测试方式对分析结果进行验证,实验台架如图 13所示。齿面涂上高温漆,在进行加载测试时,齿面的高温漆会在齿轮副啮合时脱落,从而反映出齿面接触区域。
 |
图13 实验台架 |
表 5为齿面修形小轮测试结果,齿根位置出现了边缘接触; 表 6为齿顶修缘齿轮测试结果,齿面接触印痕良好,没有边缘接触。实验结果与分析结果有较好的一致性,验证了分析结果。
小轮齿面修形加载印痕对比
小轮齿顶修缘加载印痕对比
4 结论
1) 利用半展成法加工原理,基于刀具参数驱动构建摆线锥齿轮全齿面模型,并根据齿面离散点建立齿轮CAD模型,建立修形参数与目标之间的映射关系。
2) 为实现满齿面印痕和防边缘接触,基于圆弧形刀具提出了齿顶修缘的修形策略,并建立了刀具参数化模型;通过改变刀具参数,提出了改变修形量的策略,通过调整齿面修形量,实现齿面几何形貌精准调控。
3) 对2种修形策略比较分析:对于重载齿轮副,在满足满齿面印痕条件下齿面修形不能避免齿面边缘接触和应力集中,而齿顶修缘可有效避免,因此基于齿顶修缘的摆线锥齿轮满齿面印痕防边缘接触设计方法是一种更优的方法。
References
- Huang Guang. Development history and research progress of mechanical transmission science and technology[J]. Journal of Mechanical Engineering, 2003, 39(12): 4–5 (in Chinese) [Google Scholar]
- Yu Xiangyu. Research on cutting tooth shape error correction and quality control of cycloidal bevel gears[D]. Wuhan: Wuhan University of Technology, 2018. (in Chinese) [Google Scholar]
- Litvin F L, Alfonso Fuentes. Gear geometry and applied theory[M]. 2nd ed. United Kingdom: Cambridge University Press, 2004: 627–628 [Google Scholar]
- Zhang Jia'nan. Research on milling machining of cycloidal bevel gears and its tools[D]. Harbin: Harbin Institute of Technology, 2018. (in Chinese) [Google Scholar]
- Nie Shaowu. A theoretical study on the design and correction theory of cycloid bevel gear tooth mismatch based on complete conjugation[D]. Xi'an: Northwestern Polytechnical University, 2014. (in Chinese) [Google Scholar]
- Ma Junfang, Yang Yuhong, Zhao Qingshen, et al. Research and application of SPIRON gear milling tool for cycloidal bevel gears[J]. Tool Technology, 2013, 47(11): 46–49 (in Chinese) [Google Scholar]
- Simon V V. Head-cutter for optimal tooth modifications in spiral bevel gears[J]. Mechanism and Machine Theory, 2019, 44(7): 1420–1435 [Google Scholar]
- Gao Jianping, Fang Zongde, Yang Hongbin. Analysis of edge contact of spiral bevel gears[J]. Journal of Aerospace Dynamics, 1998, 13(3): 66–69 (in Chinese) [Google Scholar]
- Simon V V. Optimal machine tool settings for face-hobbed hypoid gears manufactured on CNC hypoid generator[J]. The International Journal of Advanced Manufacturing Technology, 2017, 88(5/6/7/8): 1579–1594 [Google Scholar]
- Liu S Y, Song C S. Concave modifications of tooth surfaces of beveloid gears with crossed axes[J]. Journal of Mechanical Engineering Science, 2019, 233(4): 1411–1425. [Article] [Google Scholar]
- Yang Yan. Digital design method and technology of modificying gear[D]. Changsha: Central South University, 2011. (in Chinese) [Google Scholar]
- Nie Shaowu, Deng Xiaozhong, Su Jianxin, et al. Simulation of cycloid tooth bevel gear flank modification and design of higher order transmission error[J]. Mechanical Design, 2013, 30(5): 32–37 (in Chinese) [Google Scholar]
- Ding H, Tang J Y. A hybrid modification approach of machine-tool setting considering high tooth contact performance in spiral bevel and hypoid gears[J]. Journal of Manufacturing Systems, 2016, 41: 228–238. [Article] [Google Scholar]
- Fan Q. Computerized modeling and simulation of spiral bevel and hypoid gears manufactured by gleason face hobbing process[J]. Journal of Mechanical Design, 2006, 128(6): 1315–1327. [Article] [Google Scholar]
- Han Zhengyang, Deng Xiaozhong, Nie Shaowu, et al. Effect of radius correction of cycloid bevel gear cutter on tooth contact performance[J]. Mechanical Transmission, 2017, 41(9): 6–10 (in Chinese) [Google Scholar]
- Fan Q. Ease-off and application in tooth contact analysis for face-milled and face-hobbed spiral bevel and hypoid gears[J]. Mechanisms and Machine Science, 2015, 34: 321–339 [Google Scholar]
- Wang Zhiyong, Zeng Tao. Correction of tooth shape error of bevel gears based on proportional correction parameter[J]. Journal of Mechanical Engineering, 2010, 46(1): 43–47 (in Chinese) [Google Scholar]
- Tang Jinyuan, Cao Kang, Li Guoshun, et al. Theoretical study on the influence of machine tool adjustment parameter error on the pinion surface error[J]. Journal of Mechanical Engineering, 2010, 46(17): 179–185 (in Chinese) [Google Scholar]
- Tang Yi, He Yuhui, Tang Jinyuan. Modeling method of bevel gears based on universal motion parameters[J]. Journal of Central South University, 2020, 51(1): 33–40 (in Chinese) [Google Scholar]
- Ding H, Rong S F. Life cycle assessment-driven collaborative optimization model of power dry cutting for face-hobbing hypoid gear production[J]. Journal of Cleaner Production, 2023, 385: 135710. [Article] [Google Scholar]
- Ding H, Li Y B. High-performance tooth flank collaborative optimization model for spiral bevel and hypoid gears[J]. Advanced Engineering Informatics, 2023, 57: 102059. [Article] [Google Scholar]
- Ding H, Rong S F. Roughness tooth surface loaded contact pressure forecasting model for face-hobbed hypoid gears[J]. Advanced Engineering Informatics, 2024, 60: 102399. [Article] [Google Scholar]
- Ding H, Deng X Y. Rough tooth flank thermal elastohydrodynamic lubrication analysis model of spiral bevel gears[J]. International Journal of Heat and Mass Transfer, 2024, 230: 125778. [Article] [Google Scholar]
- American Gear Manufacturers Association. Design manual for bevel gears[S]. ANSI/AGMA 2005-D03, 2005. [Google Scholar]
- Nie Shaowu, Jiang Chuang, Deng Xiaozhong, et al. Ease-off topology correction for hypoid gear tooth profile modification[J]. China Mechanical Engineering, 2019, 30(22): 2709–2715 (in Chinese) [Google Scholar]
All Tables
All Figures
|
图1 机床加工运动坐标系示意图 |
| In the text | |
|
图2 直线型刀具 |
| In the text | |
|
图3 全齿面点 |
| In the text | |
|
图4 齿轮CAD模型 |
| In the text | |
|
图5 采用DC-FFT方法对摆线锥齿轮进行NLTCA求解 |
| In the text | |
|
图6 齿顶修缘设计与刀具实现示意图 |
| In the text | |
|
图7 不同修顶半径几何示意图 |
| In the text | |
|
图8 齿顶修缘优化流程 |
| In the text | |
|
图9 正驱齿面修形齿轮印痕接触应力 |
| In the text | |
|
图10 正驱齿顶修缘齿轮印痕接触应力图 |
| In the text | |
|
图11 反驱齿面修形齿轮印痕接触应力图 |
| In the text | |
|
图12 反驱齿顶修缘齿轮印痕接触应力图 |
| In the text | |
|
图13 实验台架 |
| In the text | |
Current usage metrics show cumulative count of Article Views (full-text article views including HTML views, PDF and ePub downloads, according to the available data) and Abstracts Views on Vision4Press platform.
Data correspond to usage on the plateform after 2015. The current usage metrics is available 48-96 hours after online publication and is updated daily on week days.
Initial download of the metrics may take a while.